
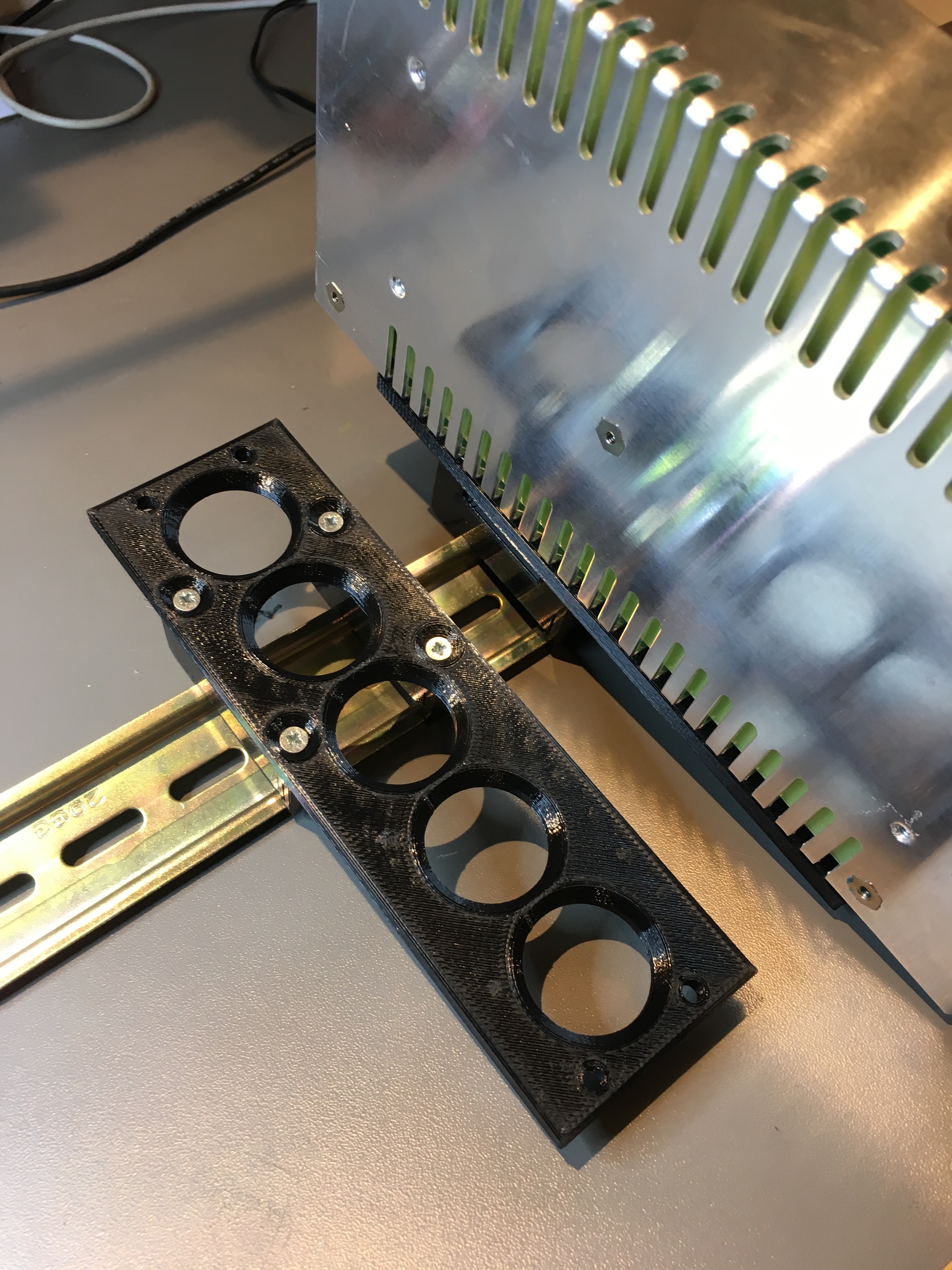


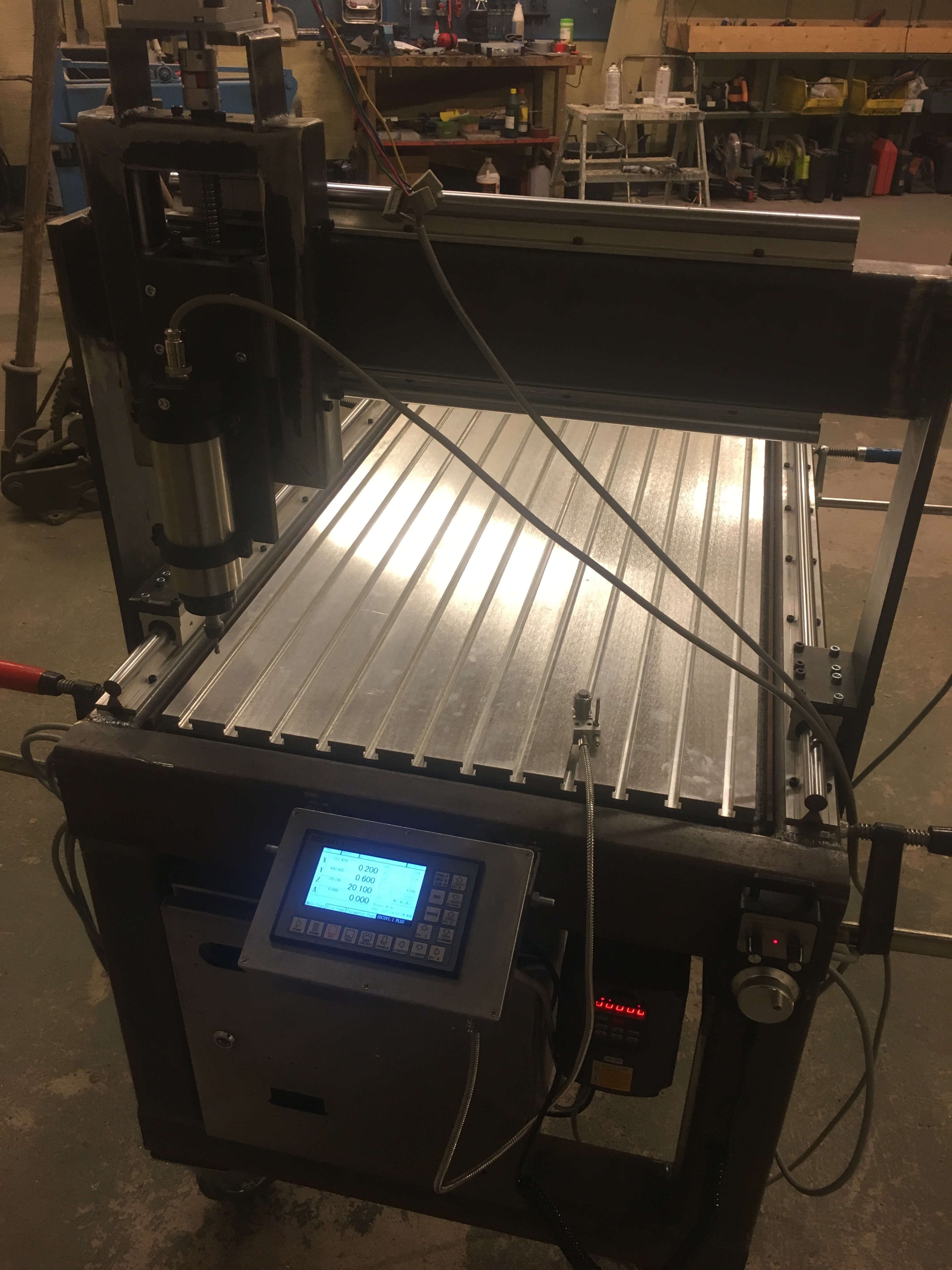
 Det börjar närma sig en färdig CNC-maskin. Under helgen hade jag inte ro att uppdatera bloggen, så jag gör det nu. Jag har äntligen fått all elektronik på plats, och även lyckats få till en justerbar styrpulpet, som jag är riktigt nöjd med. Jag har lagt ner en hel del tid åt att försöka få bukt med självsvängningar i stegmotorerna. Efter lite efterforskningar finns det lite olika saker man kan göra. Det ena är att öka på antalet pulser per varv, men det gör motorerna svagare, så det gäller att hitta en balans. Det andra, som förvånade mig, var att man kunde sätta hockeypuckar på stegmotorerna som svänghjul, för att minska vibrationerna. Jag har inte helt blivit av med vibrationerna, men de har minskat drastiskt. Även inställningarna för acceleration och retardation spelar in i ekvationen, så det är lätt att man fastnar vid maskinen. Idag kopplade jag in en handkontroll, så att man kan styra axlarna med en ratt, istället för att trycka på knappar utan känsla. Jag har provat att köra i trä, och jag tror att det kommer bli riktigt bra när allt är klart. Härnäst ska jag försöka komma fram med en bra konstruktion för att fästa t-spårsplattan i ramen så att man kan justera höjden på varje hörn. Det blir viktigt ifall man vill kunna kalibrera vinkeln mot x- och y-axeln. Jag fick användning av 3D-skirvaren igen när jag skulle göra DIN-skenefästen till strömaggregaten och drivkretsarna för stegmotorerna. Sen när allt är klart, får jag riva ner allt för att måla allt.
Det börjar närma sig en färdig CNC-maskin. Under helgen hade jag inte ro att uppdatera bloggen, så jag gör det nu. Jag har äntligen fått all elektronik på plats, och även lyckats få till en justerbar styrpulpet, som jag är riktigt nöjd med. Jag har lagt ner en hel del tid åt att försöka få bukt med självsvängningar i stegmotorerna. Efter lite efterforskningar finns det lite olika saker man kan göra. Det ena är att öka på antalet pulser per varv, men det gör motorerna svagare, så det gäller att hitta en balans. Det andra, som förvånade mig, var att man kunde sätta hockeypuckar på stegmotorerna som svänghjul, för att minska vibrationerna. Jag har inte helt blivit av med vibrationerna, men de har minskat drastiskt. Även inställningarna för acceleration och retardation spelar in i ekvationen, så det är lätt att man fastnar vid maskinen. Idag kopplade jag in en handkontroll, så att man kan styra axlarna med en ratt, istället för att trycka på knappar utan känsla. Jag har provat att köra i trä, och jag tror att det kommer bli riktigt bra när allt är klart. Härnäst ska jag försöka komma fram med en bra konstruktion för att fästa t-spårsplattan i ramen så att man kan justera höjden på varje hörn. Det blir viktigt ifall man vill kunna kalibrera vinkeln mot x- och y-axeln. Jag fick användning av 3D-skirvaren igen när jag skulle göra DIN-skenefästen till strömaggregaten och drivkretsarna för stegmotorerna. Sen när allt är klart, får jag riva ner allt för att måla allt.
Alla mina projekt
En blogg om mina projekt

Category Archives: Verkstan
Testinkoppling av stegmotorer och spindel

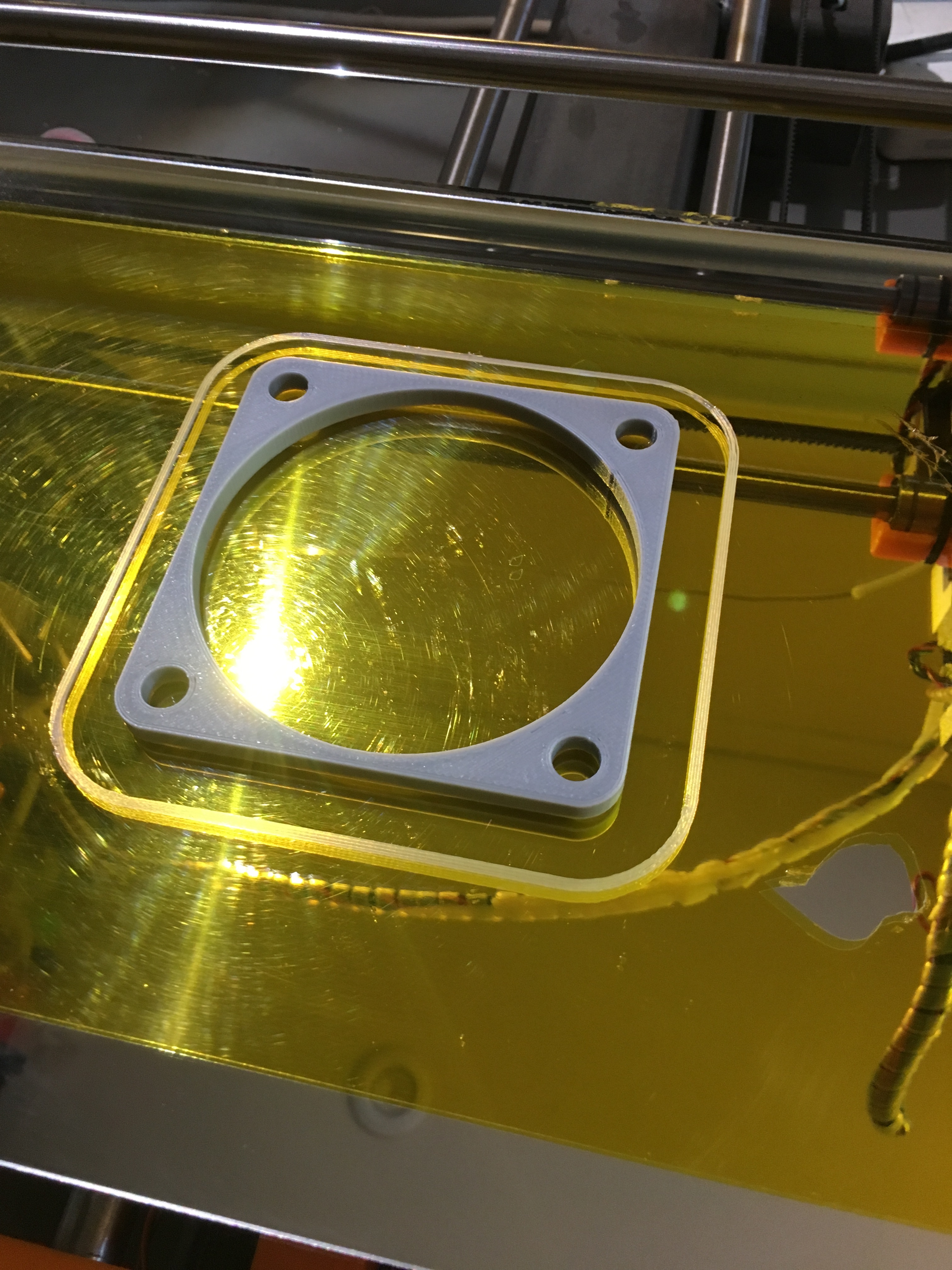
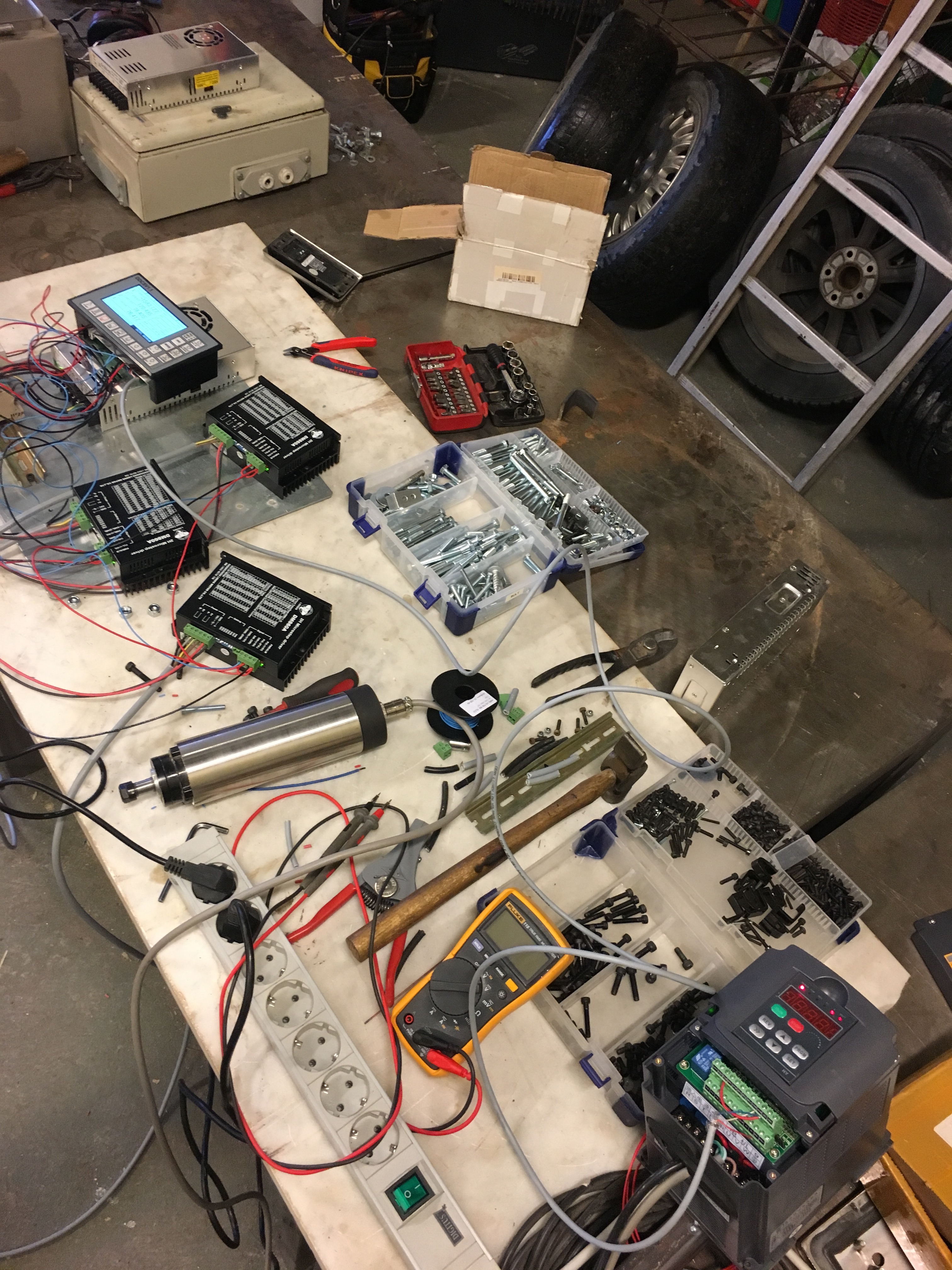 Som jag förutspådde, skulle det ta lite tid att koppla in och testa styrningen och elektroniken. Hela dagen igår gick åt till att försöka felsöka varför stegmotorerna på x- och z- axeln stannade, och betedde sig på ett sätt som jag tolkade som att det kärvade. Ett tag var jag inne på att motorerna inte fungerade ordentligt, eftersom de betedde sig likadant även i obelastat läge. Efter en massa research under förmiddagen, kunde jag gaffla in orsaken till problemet. Det visade sig att just den pulsfrekvens som jag provkört motorerna i, gör att de hamnar i självsvängning, och följaktligen hamnar i en okontrollerad vibration. För att minska fortplantning av vibrationerna skrev jag ut några plastdistanser som jag satte mellan motorerna och själva fästet i maskinen. Genom att också öka, eller minska matningshastigheten, löstes problemet, och jag kunde ge mig i kast med nästa huvudbry. Eftersom jag vill kunna styra spindeln från styrenheten, var jag tvungen att lista ut vilka sladdar som skulle kopplas vart mellan styrenheten och spindelns frekvensomvandlare. Till slut lyckades jag på procenten när styra spindelhastigheten. Det sista som jag gjorde innan det blev för kallt att vistas i verkstan, var att ställa in parametrar för stigningen på kulskruvarna för respektive axel. Nu får det nog räcka för den här helgen. I veckan kan jag börja inreda elskåpet med styrelektroniken.
Som jag förutspådde, skulle det ta lite tid att koppla in och testa styrningen och elektroniken. Hela dagen igår gick åt till att försöka felsöka varför stegmotorerna på x- och z- axeln stannade, och betedde sig på ett sätt som jag tolkade som att det kärvade. Ett tag var jag inne på att motorerna inte fungerade ordentligt, eftersom de betedde sig likadant även i obelastat läge. Efter en massa research under förmiddagen, kunde jag gaffla in orsaken till problemet. Det visade sig att just den pulsfrekvens som jag provkört motorerna i, gör att de hamnar i självsvängning, och följaktligen hamnar i en okontrollerad vibration. För att minska fortplantning av vibrationerna skrev jag ut några plastdistanser som jag satte mellan motorerna och själva fästet i maskinen. Genom att också öka, eller minska matningshastigheten, löstes problemet, och jag kunde ge mig i kast med nästa huvudbry. Eftersom jag vill kunna styra spindeln från styrenheten, var jag tvungen att lista ut vilka sladdar som skulle kopplas vart mellan styrenheten och spindelns frekvensomvandlare. Till slut lyckades jag på procenten när styra spindelhastigheten. Det sista som jag gjorde innan det blev för kallt att vistas i verkstan, var att ställa in parametrar för stigningen på kulskruvarna för respektive axel. Nu får det nog räcka för den här helgen. I veckan kan jag börja inreda elskåpet med styrelektroniken.
Z-axelns motorfäste klart
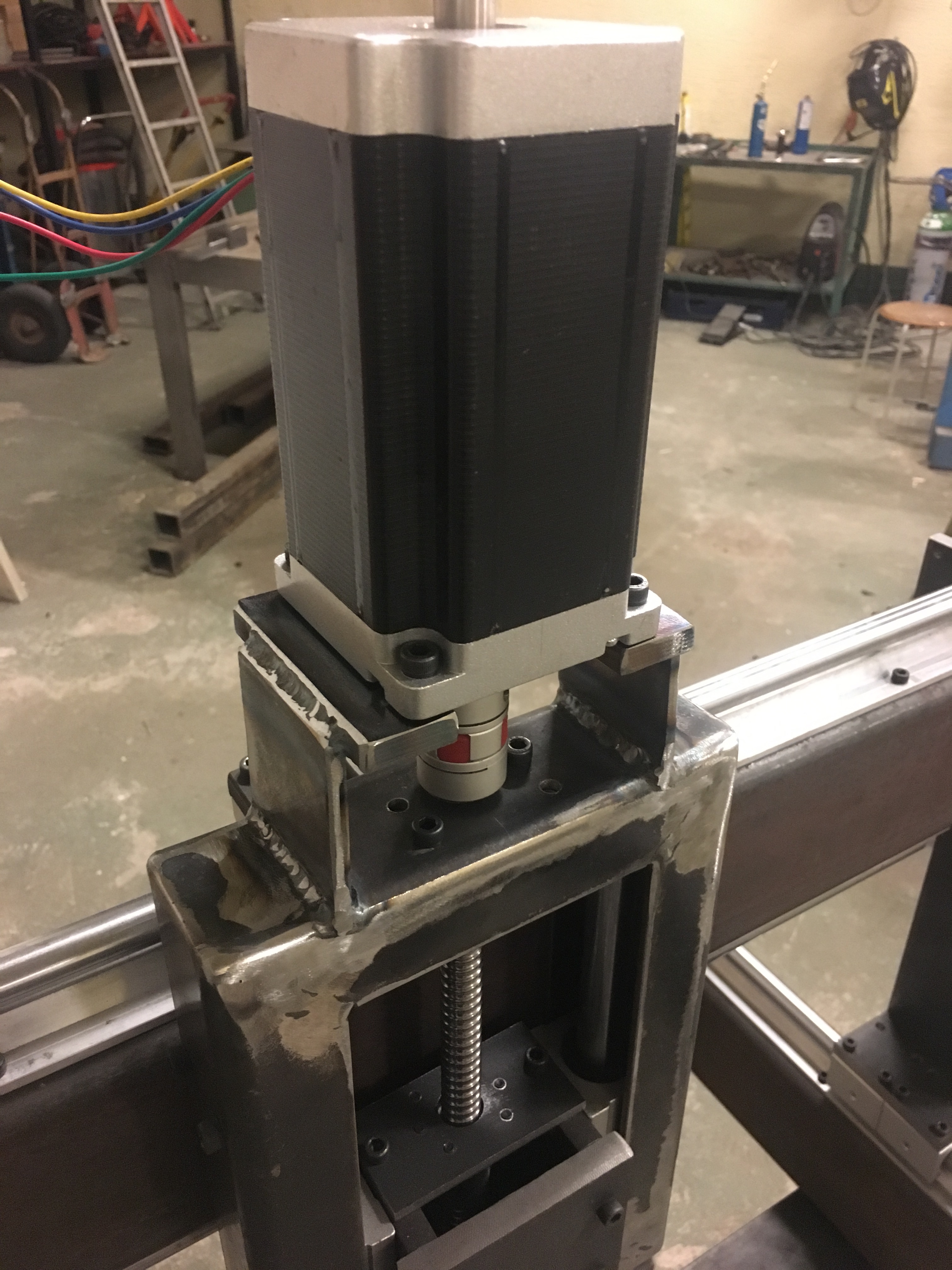 Under veckan som gått har jag gjort mikroskopiska åtgärder för att kunna bli klar med motorfästet till Z-axeln. Ikväll svetsade jag ihop delarna och fick allt att passa. Det blev väl ingen skönhet direkt, men är stabil och funktionell. Jag har börjat fundera på hur jag ska fästa T-spårsbordet så att jag kan justera nivån, samtidigt som det ska bli stabilt och vibrationsfritt. Nästa steg är hur som helst att testkoppla elektroniken och styrningen. Det brukar ta längre tid i anspråk än vad man tänker sig. Det är ju bara tre kablar till motorerna som ska kopplas in – kan tyckas. Jag har ett gammalt elskåp som jag tänkt använda till drivmodulerna och strömförsörjningen. Förhoppningsvis kan jag få in allt utan att det blir för trångt och varmt i det. Det skulle inte vara helt fel att bygga ett stort skåp under bordsnivån. Jag vill ju utrusta maskinen med dimmkyling och vakuumpump så att man på ett enkelt sätt kan fixera platta ämnen. Eventuellt blir det en A-axel också, men det får framtiden utvisa. Den närmaste tiden kommer hur som helst utvisa ifall mekanik och elektronik motsvarar mina förväntningar.
Under veckan som gått har jag gjort mikroskopiska åtgärder för att kunna bli klar med motorfästet till Z-axeln. Ikväll svetsade jag ihop delarna och fick allt att passa. Det blev väl ingen skönhet direkt, men är stabil och funktionell. Jag har börjat fundera på hur jag ska fästa T-spårsbordet så att jag kan justera nivån, samtidigt som det ska bli stabilt och vibrationsfritt. Nästa steg är hur som helst att testkoppla elektroniken och styrningen. Det brukar ta längre tid i anspråk än vad man tänker sig. Det är ju bara tre kablar till motorerna som ska kopplas in – kan tyckas. Jag har ett gammalt elskåp som jag tänkt använda till drivmodulerna och strömförsörjningen. Förhoppningsvis kan jag få in allt utan att det blir för trångt och varmt i det. Det skulle inte vara helt fel att bygga ett stort skåp under bordsnivån. Jag vill ju utrusta maskinen med dimmkyling och vakuumpump så att man på ett enkelt sätt kan fixera platta ämnen. Eventuellt blir det en A-axel också, men det får framtiden utvisa. Den närmaste tiden kommer hur som helst utvisa ifall mekanik och elektronik motsvarar mina förväntningar.
Fästen mellan kulskruvar och axlar



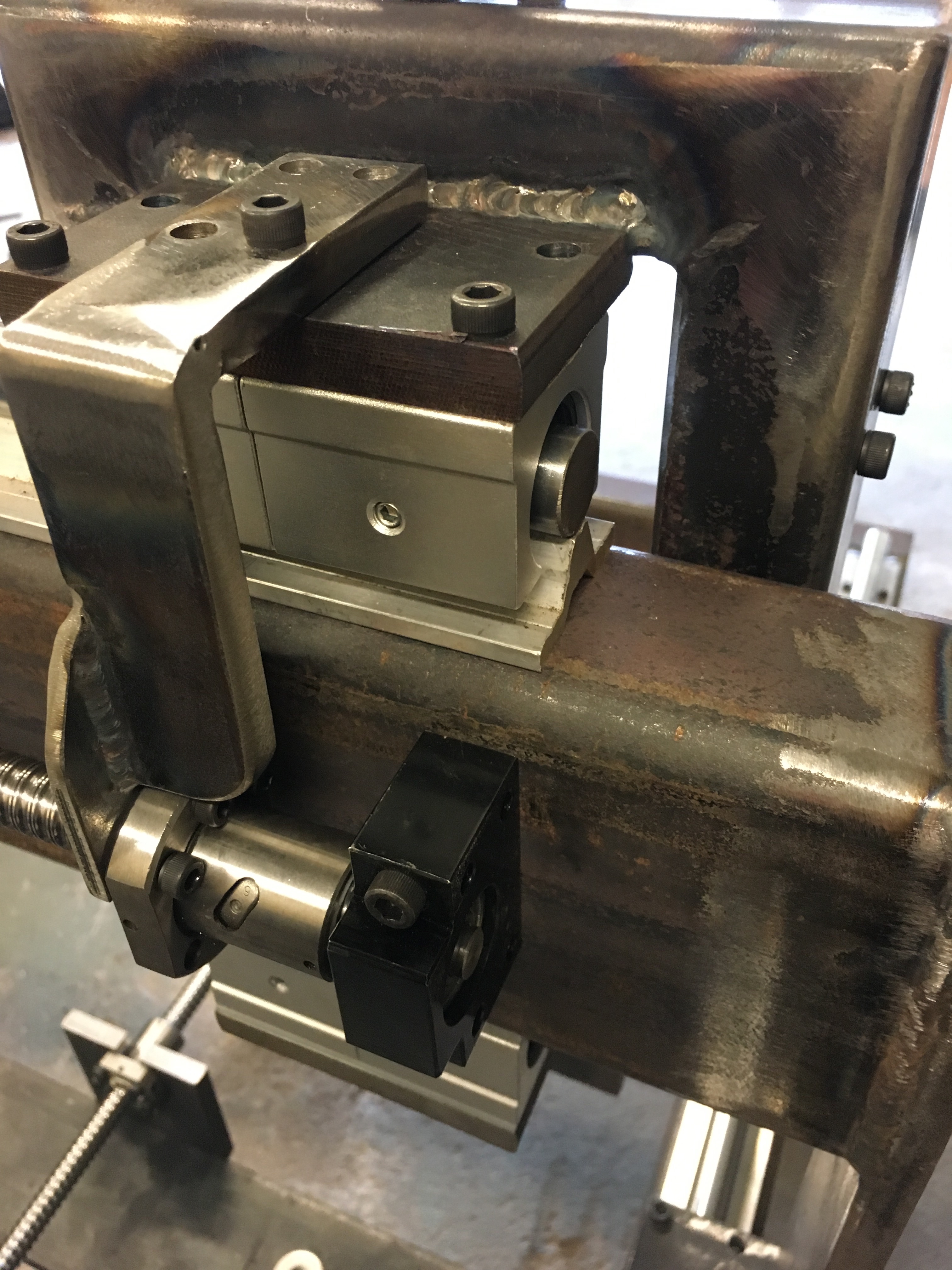

 Nu är det inte så mycket kvar innan jag kan börja med elektroniken och styrningen till CNC-fräsen. Det återstår ett motorfäste för Z-axeln. Jag blev klar med alla fästen mellan kulskruv och respektive axel. Jag fick ta fram rundmatningsbordet, vilket resulterade i att jag var tvungen att komma på hur jag först skulle centrera det under spindeln i fräsen, och sedan lyckas centrera hålet för kulskruven. Efter att ha svarvat en kon i mässing, blev det dock ganska enkelt. Jag är inte helt nöjd hur Z-axeln är konstruerad. Den blev rätt så invecklad och svår att justera. Förhoppningsvis lyckas jag få till alla inställningar så att den löper smidigt. Jag har inte riktigt identifierat vad som är problemet, men det verkar som att infästningen mot kulskruven är det som skapar lite problem. När väl fästet för kulskruven är åtdraget är det svårt att göra några andra justeringar, vilket jag tror är orsaken till att det kärvar. Det värsta är att jag inte kan identifiera om det är kulskruven eller glidlagrena som trilskas. Om jag visste vilket, skulle jag säkert kunna hitta och åtgärda problemet.
Nu är det inte så mycket kvar innan jag kan börja med elektroniken och styrningen till CNC-fräsen. Det återstår ett motorfäste för Z-axeln. Jag blev klar med alla fästen mellan kulskruv och respektive axel. Jag fick ta fram rundmatningsbordet, vilket resulterade i att jag var tvungen att komma på hur jag först skulle centrera det under spindeln i fräsen, och sedan lyckas centrera hålet för kulskruven. Efter att ha svarvat en kon i mässing, blev det dock ganska enkelt. Jag är inte helt nöjd hur Z-axeln är konstruerad. Den blev rätt så invecklad och svår att justera. Förhoppningsvis lyckas jag få till alla inställningar så att den löper smidigt. Jag har inte riktigt identifierat vad som är problemet, men det verkar som att infästningen mot kulskruven är det som skapar lite problem. När väl fästet för kulskruven är åtdraget är det svårt att göra några andra justeringar, vilket jag tror är orsaken till att det kärvar. Det värsta är att jag inte kan identifiera om det är kulskruven eller glidlagrena som trilskas. Om jag visste vilket, skulle jag säkert kunna hitta och åtgärda problemet.
Jag tog en rast från fräsarbetet och körde en sväng uppe på RC-banan. Det har kommit en hel del löv kunde jag konstatera. Det hindrade dock inte några tankar nitrometan att omvandlas till en halvtimmes glädje.
Motorfäste och underdel på y-bommen


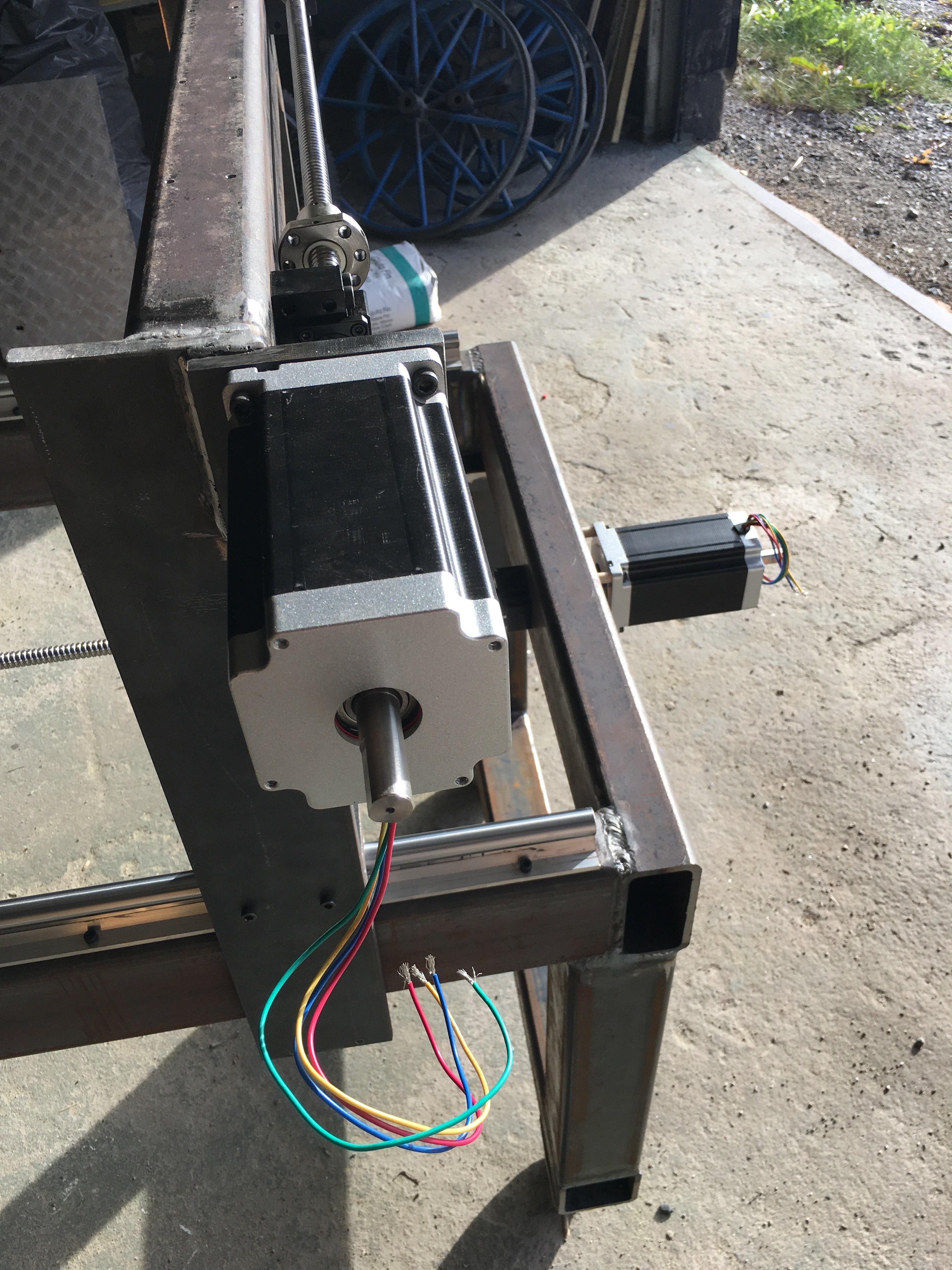 Eftersom Arlanda RC-bana har stängt för säsongen tänkte jag att jag skulle köra lite på min egen bana. Det var en hel del vatten som hade ansamlats, så jag fick börja med att leda bort det värsta, och sopa bort resten. I väntan på att det skulle torka upp lite fortsatte jag där jag slutade igår med CNC-bygget. Jag hann precis få nedre delen av bommen på plats innan solen och klockan sa ifrån, och gjorde att jag fick överge tankarna på att köra radiostyrd bil idag. Det som återstår på CNC-bygget innan jag kan koppla in styrningen och testa allt mekaniskt och elektroniskt, är att göra ett motorfäste för z-axeln, och fästen mellan kulskruvar och axlarna. Jag lurar lite på om jag ska 3D-printa dessa delar, och sedan när CNC-fräsen är klar, fräsa detaljerna i aluminium om det skulle behövas.
Eftersom Arlanda RC-bana har stängt för säsongen tänkte jag att jag skulle köra lite på min egen bana. Det var en hel del vatten som hade ansamlats, så jag fick börja med att leda bort det värsta, och sopa bort resten. I väntan på att det skulle torka upp lite fortsatte jag där jag slutade igår med CNC-bygget. Jag hann precis få nedre delen av bommen på plats innan solen och klockan sa ifrån, och gjorde att jag fick överge tankarna på att köra radiostyrd bil idag. Det som återstår på CNC-bygget innan jag kan koppla in styrningen och testa allt mekaniskt och elektroniskt, är att göra ett motorfäste för z-axeln, och fästen mellan kulskruvar och axlarna. Jag lurar lite på om jag ska 3D-printa dessa delar, och sedan när CNC-fräsen är klar, fräsa detaljerna i aluminium om det skulle behövas.
Y-bom och Z på X


 Idag har jag tagit ett steg till i CNC-bygget. Y-bommen har bjudit på en hel del motstånd vill jag nog påstå. Trots att man är noggrann med mätning på hundradelen, så sticker allt käpprätt åt fanders när man börjar svetsa. Nåja…det skiljde på 3 millimeter mellan överkanten och nederkanten på bommen. Det var tillräckligt för att inte få den på plats utan att allt hamnade i spänn, vilket i sin tur gör det omöjligt att justera vinkeln mellan x- och y-axeln. Jag fick värma och använda domkraft för att slutligen kunna passa in bommen. X-axeln var betydligt enklare att svetsa, även om avståndet inte blev exakt.Det kan jag jusera med shims och brickor när jag slutmonterar alla delar. Nästa steg är att få kulskruven och motorn till x-axeln på plats. Enligt mina viktberäkningar så kommer balansen på y-bommen bli hyfsat bra. Man vill ju ha vikten så rakt ovanför glidlagrena som möjligt. Det ser ut som att maximal arbetsyta och volym kommer bli 50x80x20 centimeter, vilket är fullt tillräckligt.
Idag har jag tagit ett steg till i CNC-bygget. Y-bommen har bjudit på en hel del motstånd vill jag nog påstå. Trots att man är noggrann med mätning på hundradelen, så sticker allt käpprätt åt fanders när man börjar svetsa. Nåja…det skiljde på 3 millimeter mellan överkanten och nederkanten på bommen. Det var tillräckligt för att inte få den på plats utan att allt hamnade i spänn, vilket i sin tur gör det omöjligt att justera vinkeln mellan x- och y-axeln. Jag fick värma och använda domkraft för att slutligen kunna passa in bommen. X-axeln var betydligt enklare att svetsa, även om avståndet inte blev exakt.Det kan jag jusera med shims och brickor när jag slutmonterar alla delar. Nästa steg är att få kulskruven och motorn till x-axeln på plats. Enligt mina viktberäkningar så kommer balansen på y-bommen bli hyfsat bra. Man vill ju ha vikten så rakt ovanför glidlagrena som möjligt. Det ser ut som att maximal arbetsyta och volym kommer bli 50x80x20 centimeter, vilket är fullt tillräckligt.
CNC-fräs. Y-bom och X-axel





 Den senaste veckan har jag ägnat lite tid varje dag åt att bygga vidare på CNC-fräsen. Nu är jag inne i en fas där varje steg är avgörande för slutresultatet. Någon tiondels millimeter fel kan göra att mekaniken kärvar, eller att arbetet som jag kommer utföra på CNC-maskinen inte får den höga precision som jag vill. Jag har medvetet hållit mig till att göra en sak sak varje kväll, och försökt arbeta i nuet. Jag stod en hel kväll och ägnade mig åt att justera maskinstycket i fräsen, för att vara säker på att jag kan arbeta i exakt vinkelräta och parallella linjer. En bekräftelse på att jag gjort rätt, fick jag när jag testade att lägga på en 25-kilos säck med betong på ett temporärt fastsatt plattjärn mellan Y-bommens infästningar, och kunde förflytta den i sidled med kraften från pekfingret. Y-bommen kommer väga runt 25 när den är klar, så stegmotorns kraft i kombination med kulskruvens utväxling kommer att räcka och bli över. Y-bommens motor är ju den som får arbeta hårdast, eftersom den måste kunna flytta på X-axeln, Z-axeln och spindeln. I helgen ska jag försöka bli klar med Y-bommen. Jag ska nog skriva en lista på olika saker jag måste göra, så att det blir lättare att få en överblick över vad som är kvar att göra. Det är annars lätt att tappa sugen när man tänker på alla saker som man än så länge inte har en klar lösning på. Snart har det gått ett år sedan jag bestämde mig för att börja bygga fräsen. Det börjar bli dax att bli klar snart! Jag får väl trösta mig med att jag ägnat mig åt andra saker, och tagit välbehövliga pauser.
Den senaste veckan har jag ägnat lite tid varje dag åt att bygga vidare på CNC-fräsen. Nu är jag inne i en fas där varje steg är avgörande för slutresultatet. Någon tiondels millimeter fel kan göra att mekaniken kärvar, eller att arbetet som jag kommer utföra på CNC-maskinen inte får den höga precision som jag vill. Jag har medvetet hållit mig till att göra en sak sak varje kväll, och försökt arbeta i nuet. Jag stod en hel kväll och ägnade mig åt att justera maskinstycket i fräsen, för att vara säker på att jag kan arbeta i exakt vinkelräta och parallella linjer. En bekräftelse på att jag gjort rätt, fick jag när jag testade att lägga på en 25-kilos säck med betong på ett temporärt fastsatt plattjärn mellan Y-bommens infästningar, och kunde förflytta den i sidled med kraften från pekfingret. Y-bommen kommer väga runt 25 när den är klar, så stegmotorns kraft i kombination med kulskruvens utväxling kommer att räcka och bli över. Y-bommens motor är ju den som får arbeta hårdast, eftersom den måste kunna flytta på X-axeln, Z-axeln och spindeln. I helgen ska jag försöka bli klar med Y-bommen. Jag ska nog skriva en lista på olika saker jag måste göra, så att det blir lättare att få en överblick över vad som är kvar att göra. Det är annars lätt att tappa sugen när man tänker på alla saker som man än så länge inte har en klar lösning på. Snart har det gått ett år sedan jag bestämde mig för att börja bygga fräsen. Det börjar bli dax att bli klar snart! Jag får väl trösta mig med att jag ägnat mig åt andra saker, och tagit välbehövliga pauser.
Ändlägesgivare, G-koder och postprocessering


 Denna veckas lediga tid. har mer eller mindre gått åt till att förbättra och lära mig använda CNC-Lasern. Nu har jag monterat på optiska ändlägesgivare för X,Y och Z. På så sätt kan man få maskinen att alltid återvända till exakt samma utgångsposition. Det kan vara bra om man vill att lasern ska börja bränna där man tänkt sig. Jag skrev ut en basplatta till styrenheten i plast, så nu sitter den fastskruvad itsället för att vara löst hängande. Det återstår nog bara att måla själva ställningen, innan jag kan känna mig helt klar. Jag har förvisso ett till litet bekymmer, och det är att anordningen, som håller i laser, glappar lite. Detta var ingenting som jag märkte tidigare när jag hade den stora frässpindeln, som vägde lite mer. Jag kan lösa det genom att byta ut några kullager mot en millimeter större lager. Det är beställt, och kommer nog i nästa vecka. Jag har ägnat ganska mycket tid till att förstå mig på hur CAM-modulen fungerar, och hur jag skapar G-kod från en ritning. G-koderna tala om för maskinen vart laserhuvudet ska gå, och om lasern ska vara på eller av, så det är ganska viktigt att G-koden stämmer med vad man vill göra. Det styrprogram jag använder hade ingen färdig postprocessor till CAM-programmet jag använder, så jag har fått skriva om en närbesläktad så att den passar mina syften, med allt vad det innebär i att tolka, läsa, koda och felsöka. Nu kan jag äntligen ta en måttsatt ritning, skapa G-kod som jag laddar upp i maskeinen, och sedan skära ut med exakta mått, vilket är en förutsättning ifall man ska kunna göra lite roligare sker. Jag har gjort några försök i olika material och olika intensitet på laserstrålen, för att bilda mig en uppfattning om vad jag kan skära och etsa. Vissa material ska man hålla sig borta ifrån. Exempelvis ska man undvika vissa plaster och brandfarliga material.
Denna veckas lediga tid. har mer eller mindre gått åt till att förbättra och lära mig använda CNC-Lasern. Nu har jag monterat på optiska ändlägesgivare för X,Y och Z. På så sätt kan man få maskinen att alltid återvända till exakt samma utgångsposition. Det kan vara bra om man vill att lasern ska börja bränna där man tänkt sig. Jag skrev ut en basplatta till styrenheten i plast, så nu sitter den fastskruvad itsället för att vara löst hängande. Det återstår nog bara att måla själva ställningen, innan jag kan känna mig helt klar. Jag har förvisso ett till litet bekymmer, och det är att anordningen, som håller i laser, glappar lite. Detta var ingenting som jag märkte tidigare när jag hade den stora frässpindeln, som vägde lite mer. Jag kan lösa det genom att byta ut några kullager mot en millimeter större lager. Det är beställt, och kommer nog i nästa vecka. Jag har ägnat ganska mycket tid till att förstå mig på hur CAM-modulen fungerar, och hur jag skapar G-kod från en ritning. G-koderna tala om för maskinen vart laserhuvudet ska gå, och om lasern ska vara på eller av, så det är ganska viktigt att G-koden stämmer med vad man vill göra. Det styrprogram jag använder hade ingen färdig postprocessor till CAM-programmet jag använder, så jag har fått skriva om en närbesläktad så att den passar mina syften, med allt vad det innebär i att tolka, läsa, koda och felsöka. Nu kan jag äntligen ta en måttsatt ritning, skapa G-kod som jag laddar upp i maskeinen, och sedan skära ut med exakta mått, vilket är en förutsättning ifall man ska kunna göra lite roligare sker. Jag har gjort några försök i olika material och olika intensitet på laserstrålen, för att bilda mig en uppfattning om vad jag kan skära och etsa. Vissa material ska man hålla sig borta ifrån. Exempelvis ska man undvika vissa plaster och brandfarliga material.
CNC, Laser och Ordning


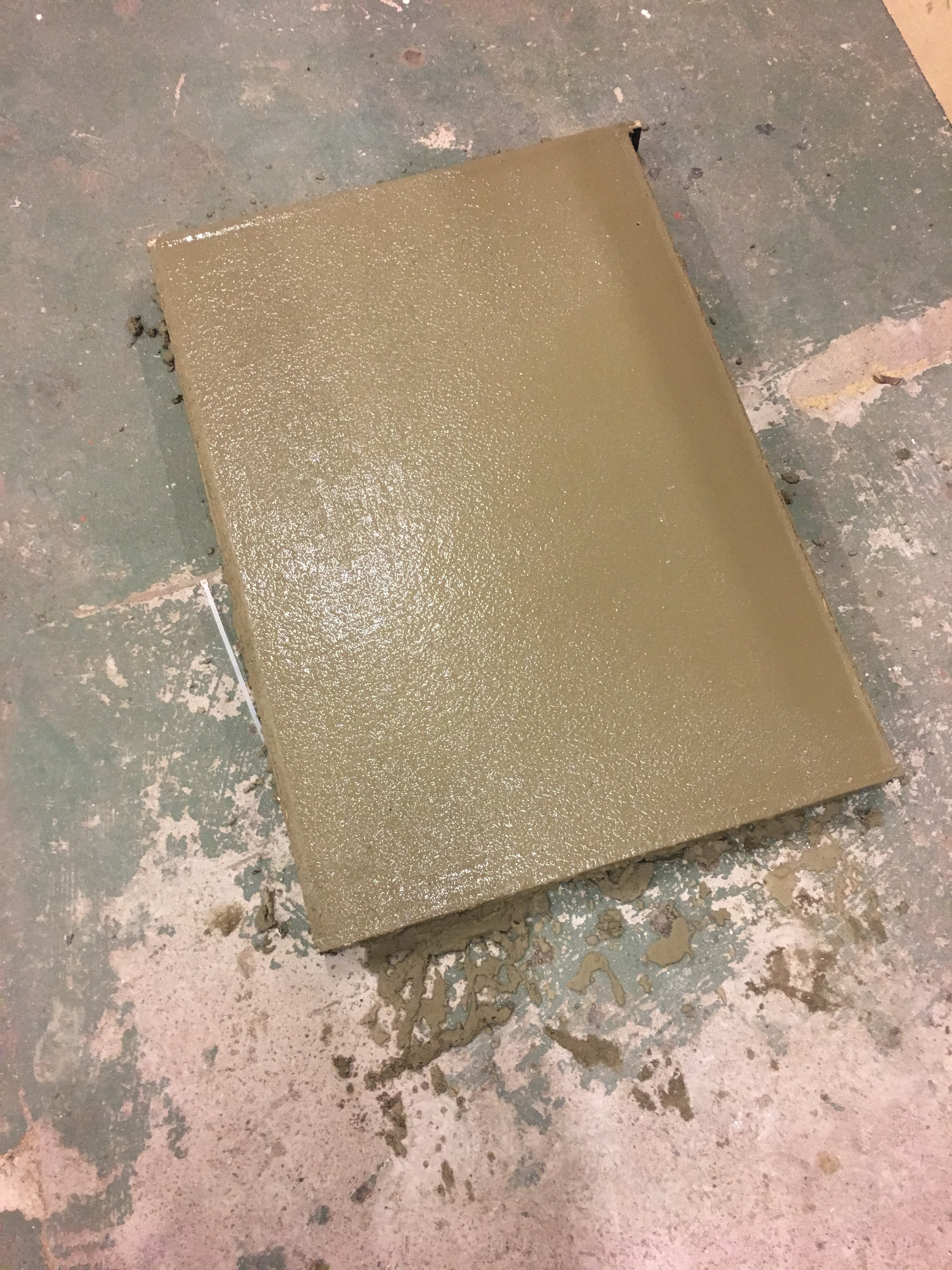



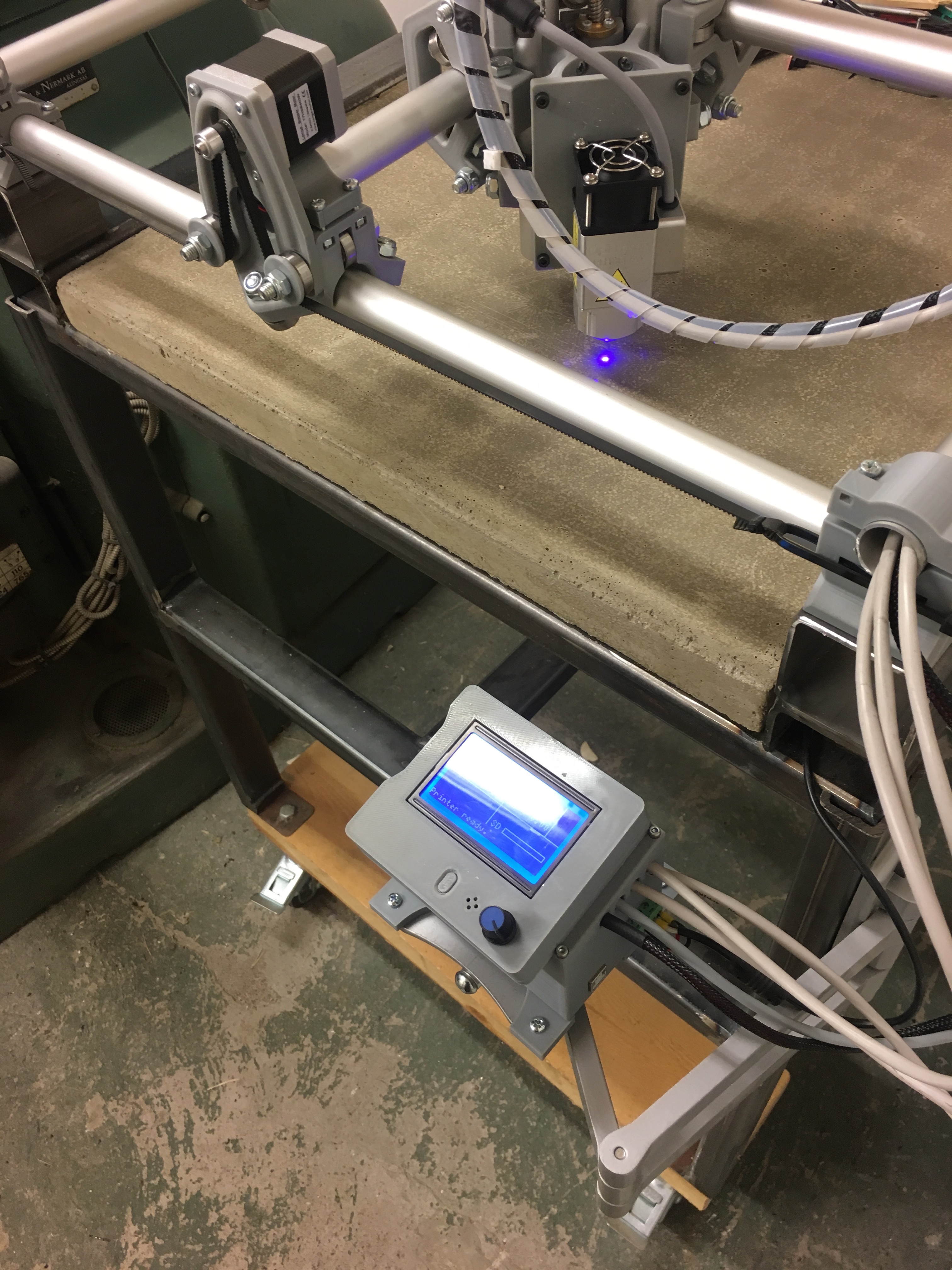
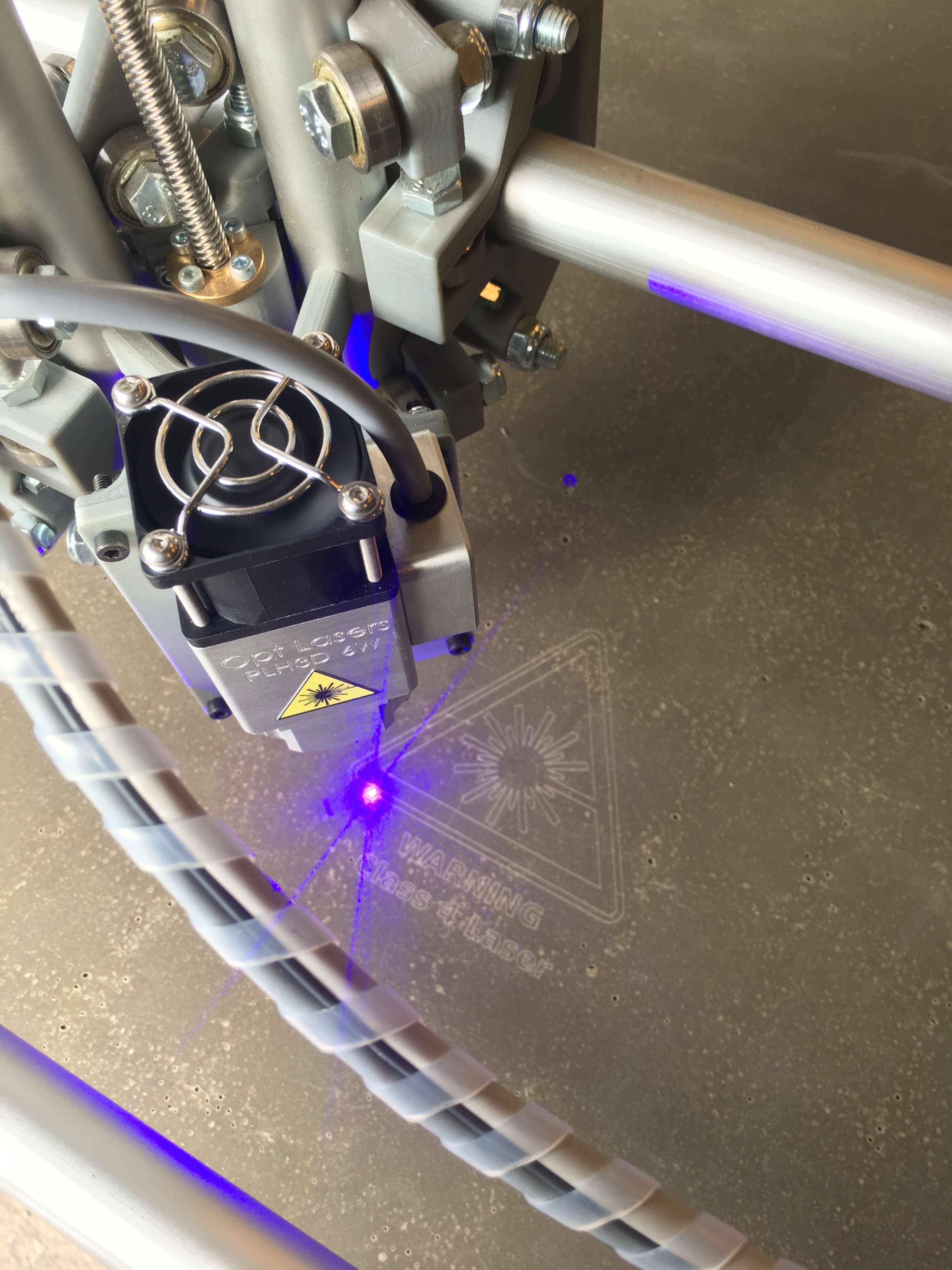 Den senaste tiden har präglats en hel del av karossmåleri och att få ordning uppe i HQ, som snabbt ska kunna anvädas till många olika saker utan att allt ligger framme, samtidigt som det ska vara lätt att jobba när man håller på. Färgflaskorna och alla airbrush-sprutor har tagit upp större delen av arbetsytan fram till att jag printade ut några enkla hyllor och fästen för att de skulle ha en trygg och bra förvaring. Jag har också tagit upp bygget av den nya CNC-fräsen, även om det går lite trögt. I fredags bestämde jag mig för att gjuta en skiva till befintlig CNC-maskin, som numera är utrustad med ett laserhuvud. Man lyckas ta fram en hel del verktyg och pinaler bara för att gjuta en skiva. Jag tänkte att det kan vara bra om underlaget är plant och inte så lättantändligt. Under lördagen tillbringade jag större delen av dagen till att skriva ut nya fästen till laserhuvudet, och omprogrammering av mjukvaran till styrningen. Jag fick inte riktigt till det från början, då laserstrålen inte lydde kommandona. Efter att jag lyckats bränna in en enkel kvadrat i en planka var det dax att börja titta på hur jag ska få över material från datorn till CNC-maskinen. Jag hittade en fri programvara som med ett tillägg kunde generera G-koder som jag sedan kan föra över och etsa, bränna eller skära i olika material. Idag har jag ägnat mig åt att försöka styra intensiteten på lasern med pulsmodulering för att kunna etsa känsligare material. 100% på trä blir lite för bränt – det räcker gott och väl med 10%-25%, beroende på hur pass “välgräddat” man vill ha det. Som avslutning roade jag mig med att etsa in en varningstext med tillhörande lasersymbol i betongskivan. Att titta in i laserstrålen är i klass med att titta in i en svetslåga, så det gäller att ha skyddsglasögonen på sig när man arbetar.
Den senaste tiden har präglats en hel del av karossmåleri och att få ordning uppe i HQ, som snabbt ska kunna anvädas till många olika saker utan att allt ligger framme, samtidigt som det ska vara lätt att jobba när man håller på. Färgflaskorna och alla airbrush-sprutor har tagit upp större delen av arbetsytan fram till att jag printade ut några enkla hyllor och fästen för att de skulle ha en trygg och bra förvaring. Jag har också tagit upp bygget av den nya CNC-fräsen, även om det går lite trögt. I fredags bestämde jag mig för att gjuta en skiva till befintlig CNC-maskin, som numera är utrustad med ett laserhuvud. Man lyckas ta fram en hel del verktyg och pinaler bara för att gjuta en skiva. Jag tänkte att det kan vara bra om underlaget är plant och inte så lättantändligt. Under lördagen tillbringade jag större delen av dagen till att skriva ut nya fästen till laserhuvudet, och omprogrammering av mjukvaran till styrningen. Jag fick inte riktigt till det från början, då laserstrålen inte lydde kommandona. Efter att jag lyckats bränna in en enkel kvadrat i en planka var det dax att börja titta på hur jag ska få över material från datorn till CNC-maskinen. Jag hittade en fri programvara som med ett tillägg kunde generera G-koder som jag sedan kan föra över och etsa, bränna eller skära i olika material. Idag har jag ägnat mig åt att försöka styra intensiteten på lasern med pulsmodulering för att kunna etsa känsligare material. 100% på trä blir lite för bränt – det räcker gott och väl med 10%-25%, beroende på hur pass “välgräddat” man vill ha det. Som avslutning roade jag mig med att etsa in en varningstext med tillhörande lasersymbol i betongskivan. Att titta in i laserstrålen är i klass med att titta in i en svetslåga, så det gäller att ha skyddsglasögonen på sig när man arbetar.
Kolfibermönster och färgval

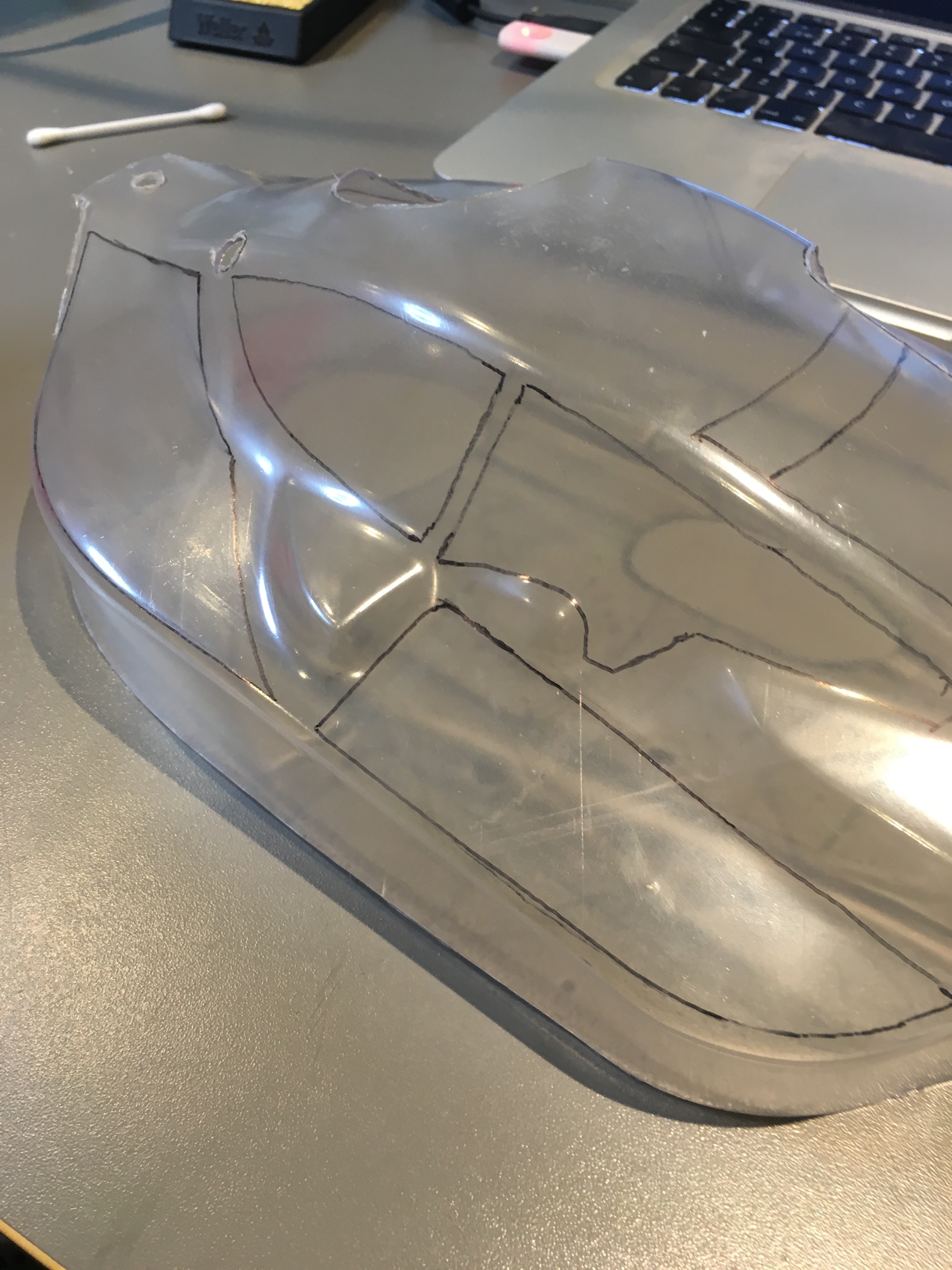
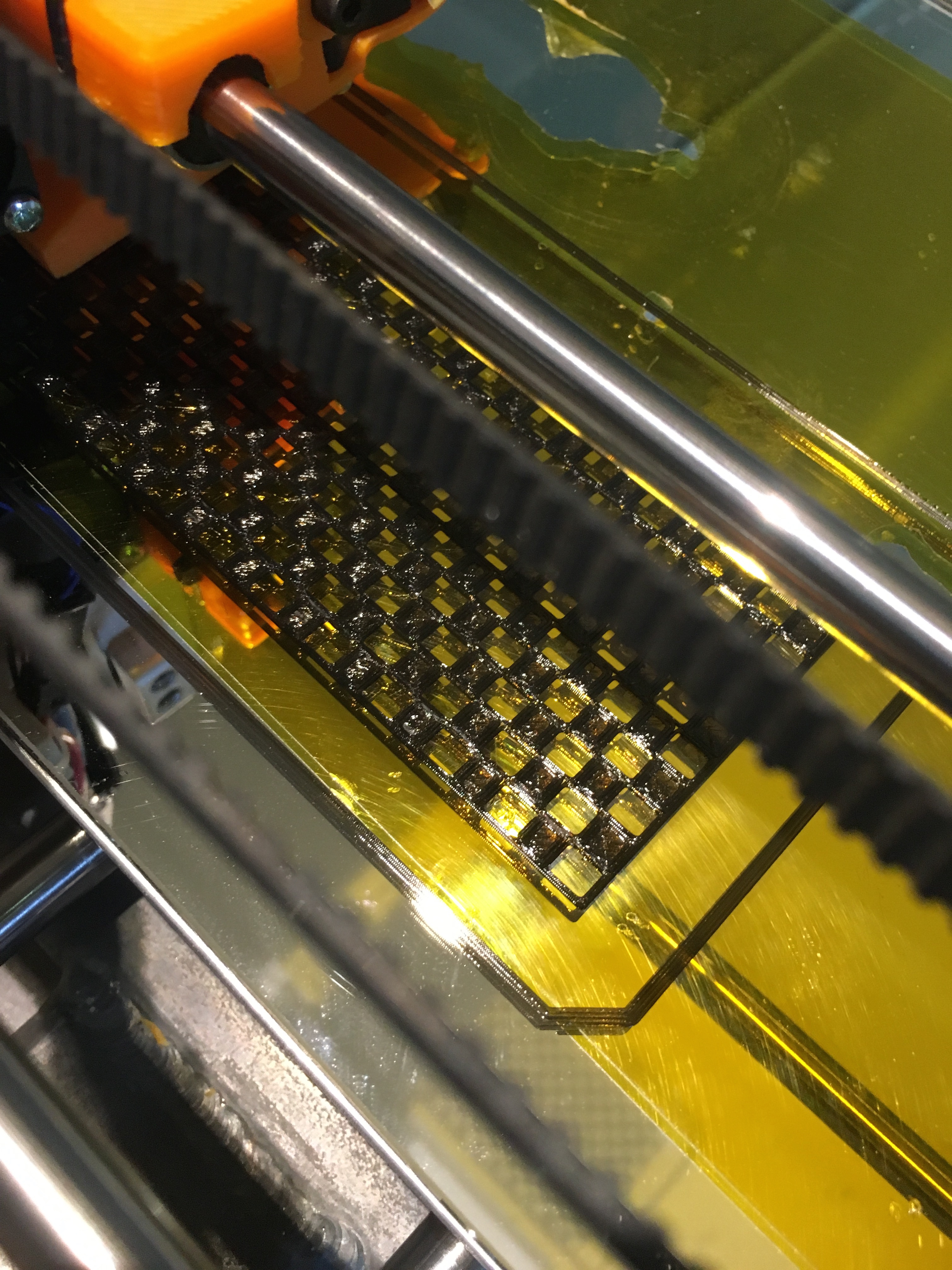


 Efter att jag lyckades forma den första karossen har jag försökt få tag på mer plast. I onsdags kunde jag äntligen hämta ut det efterlänktade arket, som uppkapat kommer kunna användas till 22 karosser. Plasten är lite tjockare än den som jag ursprungligen testade med, så jag var lite orolig att det inte skulle bli så bra. Jag har fått höja temperaturen och tiden i ugnen, och nu blir resultatet riktigt bra. Enda nackdelen är att det är lite knepigare att klippa i, så man blir lite trött i händerna efter ett tag. Jag har hittat färgerna som passar till bilen. Pärlsvart grund med orangea detaljer känns sportigt och sobert. Jag har letat lite om hur man gör kolfibermönster, vilket visade sig vara hyfsat enkelt. Kruxet var att försöka få tag i en halkmatta som inte verkar gå att få tag på i de vanliga butikerna. Igår fick jag emellertid snilleblixten att skriva ut en egen gummimatta i lagom storlek, så idag var det på vinst och förlust som jag gjorde ett försök. Resultatet blev över förväntan, och jag är riktigt nöjd med resultatet. Efter att ha målat och maskerat fyra karosser, har jag kommit på att det är lättare att rita mönstret på skyddsplasten som sitter på utsidan, sedan tar man och lägger maskeringsfilm på insidan, som man sedan skär med skalpell efter markeringarna. En annan sak som jag upptäckte, vilket jag egentligen visste eller hört tidigare, var att om man målar med en ljus färg, så blir den klarare om man målar vitt bakom innan man går på med svart skyddsfärg som sista lager. Värmepistol är också bra att använda för den som inte orkar vänta på att färgen ska torka mellan sprutningarna. Man får bara se till så att man inte har för varmt.
Efter att jag lyckades forma den första karossen har jag försökt få tag på mer plast. I onsdags kunde jag äntligen hämta ut det efterlänktade arket, som uppkapat kommer kunna användas till 22 karosser. Plasten är lite tjockare än den som jag ursprungligen testade med, så jag var lite orolig att det inte skulle bli så bra. Jag har fått höja temperaturen och tiden i ugnen, och nu blir resultatet riktigt bra. Enda nackdelen är att det är lite knepigare att klippa i, så man blir lite trött i händerna efter ett tag. Jag har hittat färgerna som passar till bilen. Pärlsvart grund med orangea detaljer känns sportigt och sobert. Jag har letat lite om hur man gör kolfibermönster, vilket visade sig vara hyfsat enkelt. Kruxet var att försöka få tag i en halkmatta som inte verkar gå att få tag på i de vanliga butikerna. Igår fick jag emellertid snilleblixten att skriva ut en egen gummimatta i lagom storlek, så idag var det på vinst och förlust som jag gjorde ett försök. Resultatet blev över förväntan, och jag är riktigt nöjd med resultatet. Efter att ha målat och maskerat fyra karosser, har jag kommit på att det är lättare att rita mönstret på skyddsplasten som sitter på utsidan, sedan tar man och lägger maskeringsfilm på insidan, som man sedan skär med skalpell efter markeringarna. En annan sak som jag upptäckte, vilket jag egentligen visste eller hört tidigare, var att om man målar med en ljus färg, så blir den klarare om man målar vitt bakom innan man går på med svart skyddsfärg som sista lager. Värmepistol är också bra att använda för den som inte orkar vänta på att färgen ska torka mellan sprutningarna. Man får bara se till så att man inte har för varmt.