

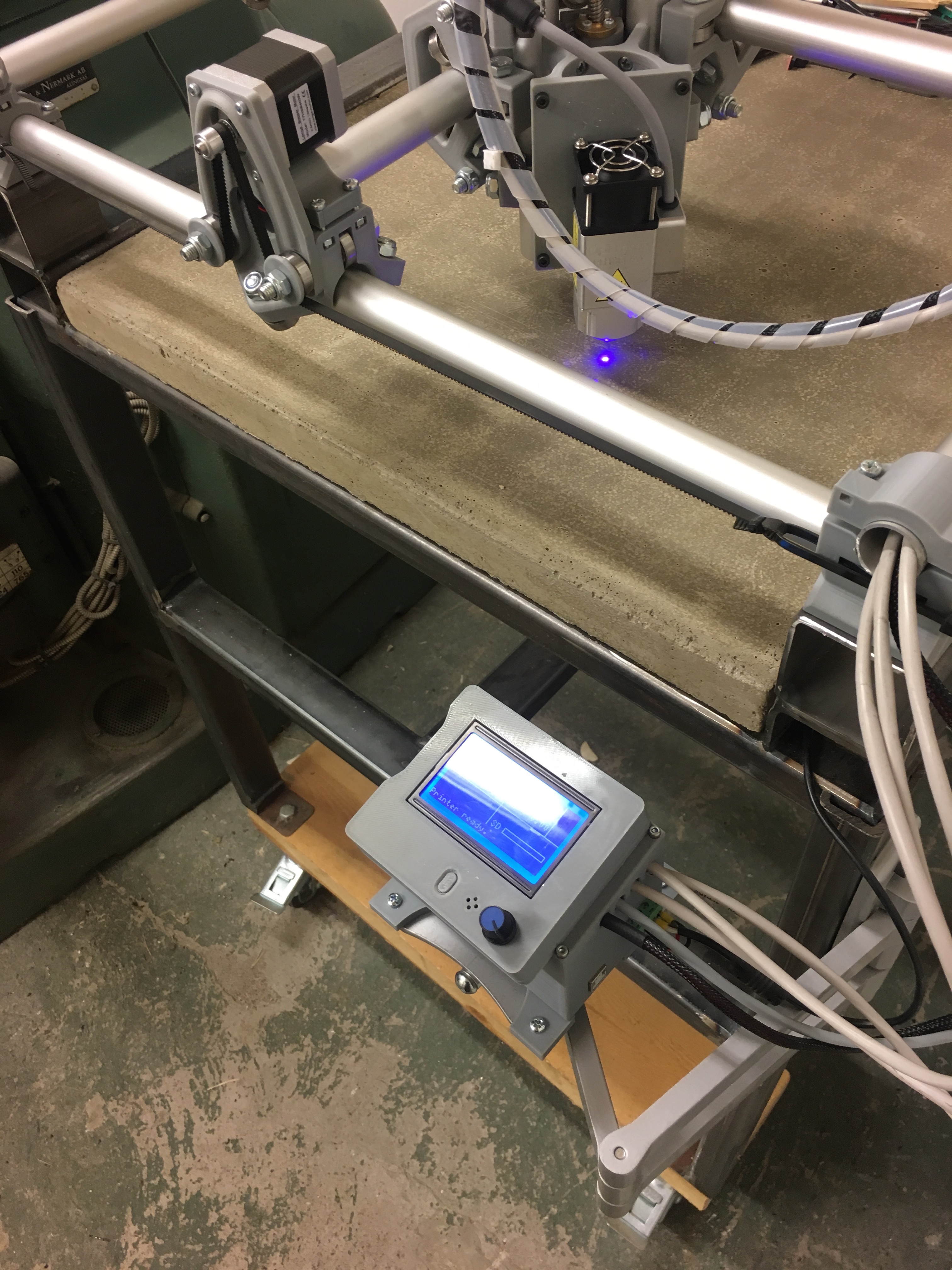
 Denna veckas lediga tid. har mer eller mindre gått åt till att förbättra och lära mig använda CNC-Lasern. Nu har jag monterat på optiska ändlägesgivare för X,Y och Z. På så sätt kan man få maskinen att alltid återvända till exakt samma utgångsposition. Det kan vara bra om man vill att lasern ska börja bränna där man tänkt sig. Jag skrev ut en basplatta till styrenheten i plast, så nu sitter den fastskruvad itsället för att vara löst hängande. Det återstår nog bara att måla själva ställningen, innan jag kan känna mig helt klar. Jag har förvisso ett till litet bekymmer, och det är att anordningen, som håller i laser, glappar lite. Detta var ingenting som jag märkte tidigare när jag hade den stora frässpindeln, som vägde lite mer. Jag kan lösa det genom att byta ut några kullager mot en millimeter större lager. Det är beställt, och kommer nog i nästa vecka. Jag har ägnat ganska mycket tid till att förstå mig på hur CAM-modulen fungerar, och hur jag skapar G-kod från en ritning. G-koderna tala om för maskinen vart laserhuvudet ska gå, och om lasern ska vara på eller av, så det är ganska viktigt att G-koden stämmer med vad man vill göra. Det styrprogram jag använder hade ingen färdig postprocessor till CAM-programmet jag använder, så jag har fått skriva om en närbesläktad så att den passar mina syften, med allt vad det innebär i att tolka, läsa, koda och felsöka. Nu kan jag äntligen ta en måttsatt ritning, skapa G-kod som jag laddar upp i maskeinen, och sedan skära ut med exakta mått, vilket är en förutsättning ifall man ska kunna göra lite roligare sker. Jag har gjort några försök i olika material och olika intensitet på laserstrålen, för att bilda mig en uppfattning om vad jag kan skära och etsa. Vissa material ska man hålla sig borta ifrån. Exempelvis ska man undvika vissa plaster och brandfarliga material.
Denna veckas lediga tid. har mer eller mindre gått åt till att förbättra och lära mig använda CNC-Lasern. Nu har jag monterat på optiska ändlägesgivare för X,Y och Z. På så sätt kan man få maskinen att alltid återvända till exakt samma utgångsposition. Det kan vara bra om man vill att lasern ska börja bränna där man tänkt sig. Jag skrev ut en basplatta till styrenheten i plast, så nu sitter den fastskruvad itsället för att vara löst hängande. Det återstår nog bara att måla själva ställningen, innan jag kan känna mig helt klar. Jag har förvisso ett till litet bekymmer, och det är att anordningen, som håller i laser, glappar lite. Detta var ingenting som jag märkte tidigare när jag hade den stora frässpindeln, som vägde lite mer. Jag kan lösa det genom att byta ut några kullager mot en millimeter större lager. Det är beställt, och kommer nog i nästa vecka. Jag har ägnat ganska mycket tid till att förstå mig på hur CAM-modulen fungerar, och hur jag skapar G-kod från en ritning. G-koderna tala om för maskinen vart laserhuvudet ska gå, och om lasern ska vara på eller av, så det är ganska viktigt att G-koden stämmer med vad man vill göra. Det styrprogram jag använder hade ingen färdig postprocessor till CAM-programmet jag använder, så jag har fått skriva om en närbesläktad så att den passar mina syften, med allt vad det innebär i att tolka, läsa, koda och felsöka. Nu kan jag äntligen ta en måttsatt ritning, skapa G-kod som jag laddar upp i maskeinen, och sedan skära ut med exakta mått, vilket är en förutsättning ifall man ska kunna göra lite roligare sker. Jag har gjort några försök i olika material och olika intensitet på laserstrålen, för att bilda mig en uppfattning om vad jag kan skära och etsa. Vissa material ska man hålla sig borta ifrån. Exempelvis ska man undvika vissa plaster och brandfarliga material.
Alla mina projekt
En blogg om mina projekt
