
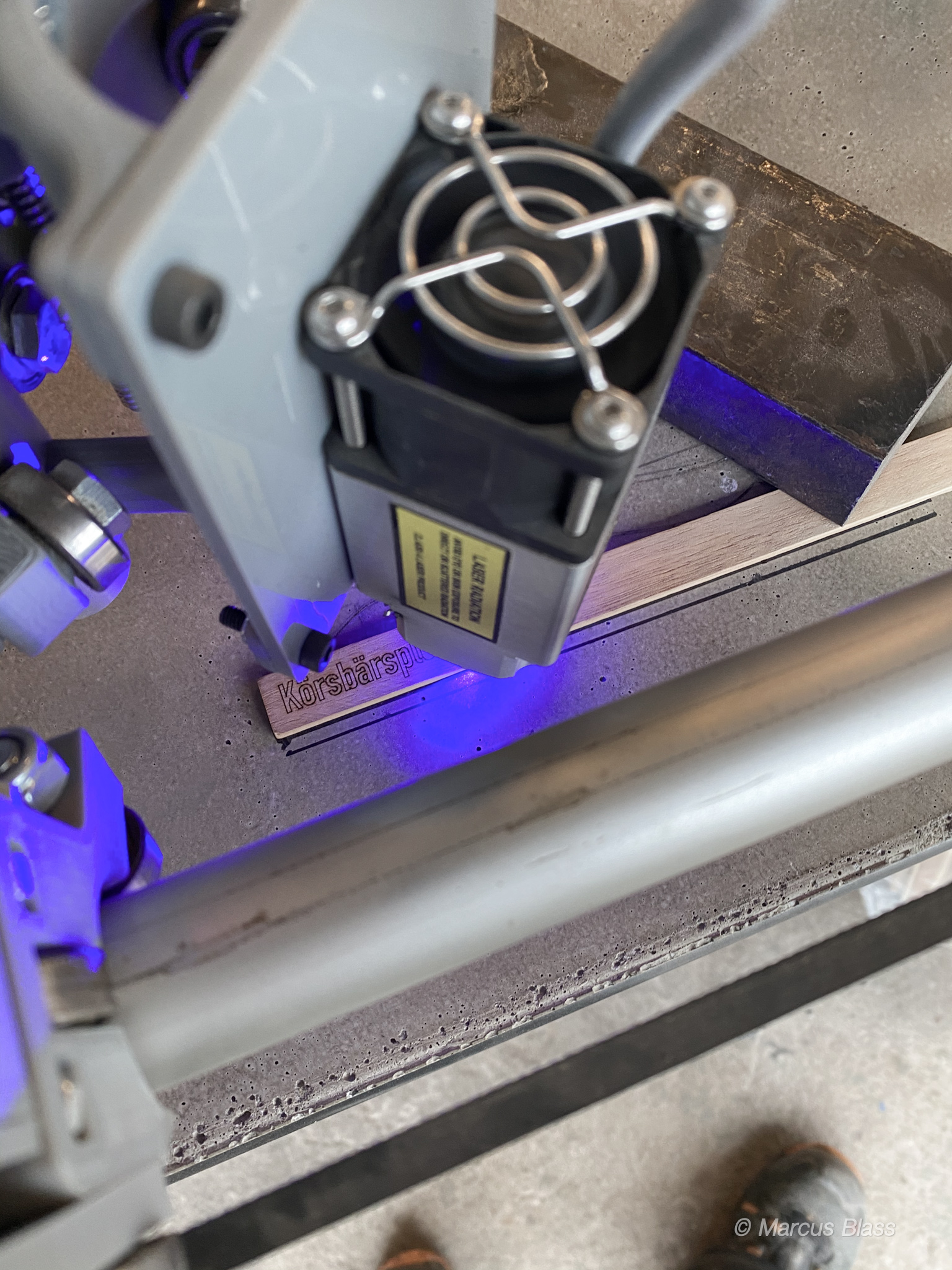
 Idag har det varit en förhållandevis lugn och stillsam dag. Jag passade på att städa bort spåren från de senaste projekten som sakta men säkert spritt ut verktyg, skruvar och pinaler i hela verkstan. Det var skönt att kunna blåsa ut allt sågspånsdamm som legas som en luden film över maskiner och arbetsytor. Jag fick också tillåtelse att städa undan det snart ett år gamla projekt som min son påbörjat men aldrig slutfört. Efter att jag städat åkte jag iväg till några grammar ett par hus bort för att göra ett besök i deras växthus för att hämta inspiration och kunskap. Jag fick lära mig att gurka skulle stå dragfritt och sås i omgångar för att maximera skörden. Nåja – jag håller ju fortfarande på att lära mig. Jag tror att jag väntar ytterligare någon dag innan jag planterar alla tomatplantor. Nu har jag laseretsat små namnskyltar som kan följa med runt i planteringen. Det blev lite osäkert när jag bara hade en skylt som skulle representera 8 plantor. Det är lätt att blanda ihop krukorna när de inte längre kan stå tätt i tydliga klungor.
Idag har det varit en förhållandevis lugn och stillsam dag. Jag passade på att städa bort spåren från de senaste projekten som sakta men säkert spritt ut verktyg, skruvar och pinaler i hela verkstan. Det var skönt att kunna blåsa ut allt sågspånsdamm som legas som en luden film över maskiner och arbetsytor. Jag fick också tillåtelse att städa undan det snart ett år gamla projekt som min son påbörjat men aldrig slutfört. Efter att jag städat åkte jag iväg till några grammar ett par hus bort för att göra ett besök i deras växthus för att hämta inspiration och kunskap. Jag fick lära mig att gurka skulle stå dragfritt och sås i omgångar för att maximera skörden. Nåja – jag håller ju fortfarande på att lära mig. Jag tror att jag väntar ytterligare någon dag innan jag planterar alla tomatplantor. Nu har jag laseretsat små namnskyltar som kan följa med runt i planteringen. Det blev lite osäkert när jag bara hade en skylt som skulle representera 8 plantor. Det är lätt att blanda ihop krukorna när de inte längre kan stå tätt i tydliga klungor.
Alla mina projekt
En blogg om mina projekt

Category Archives: CNC-Laser
Montering



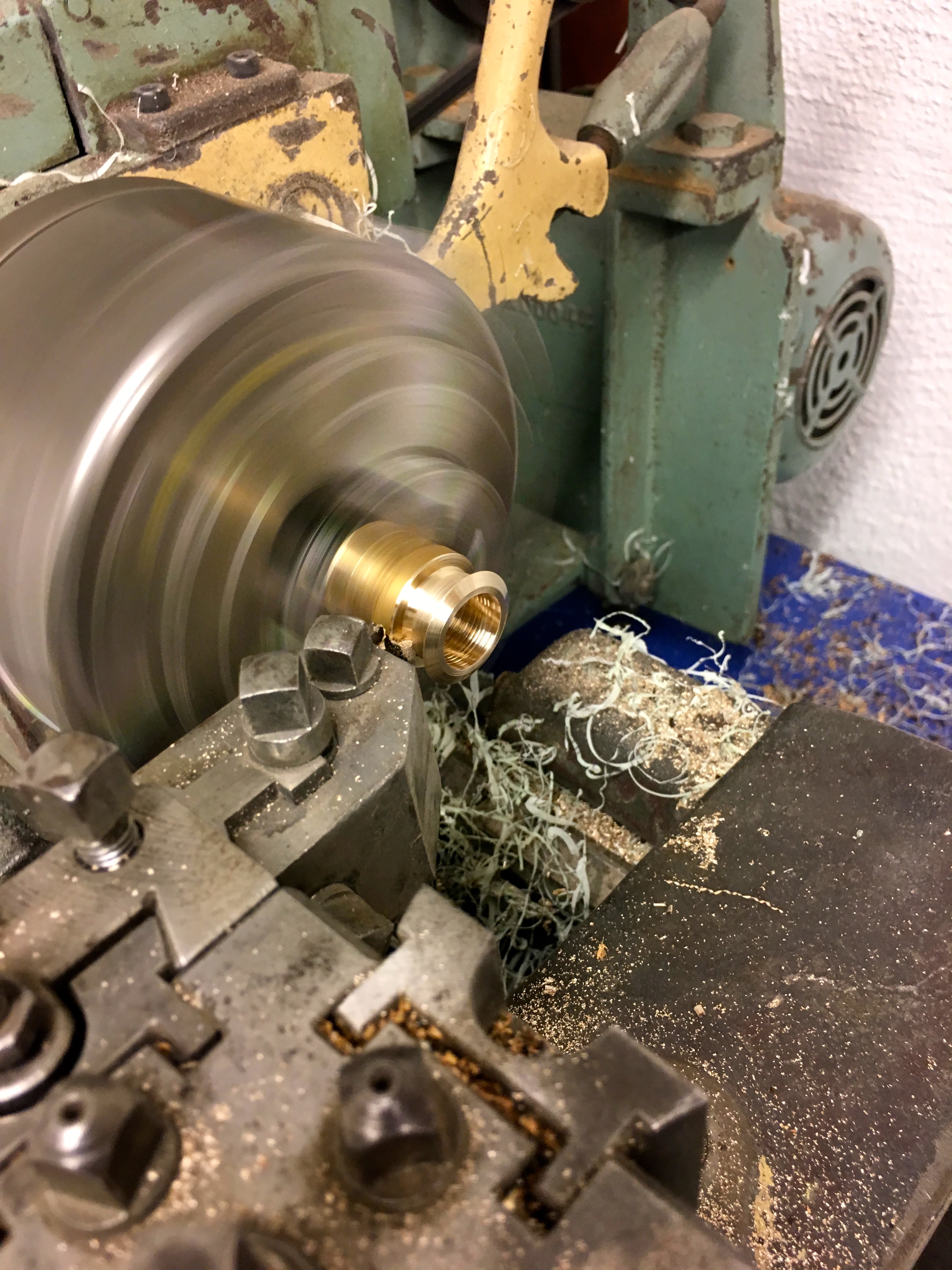
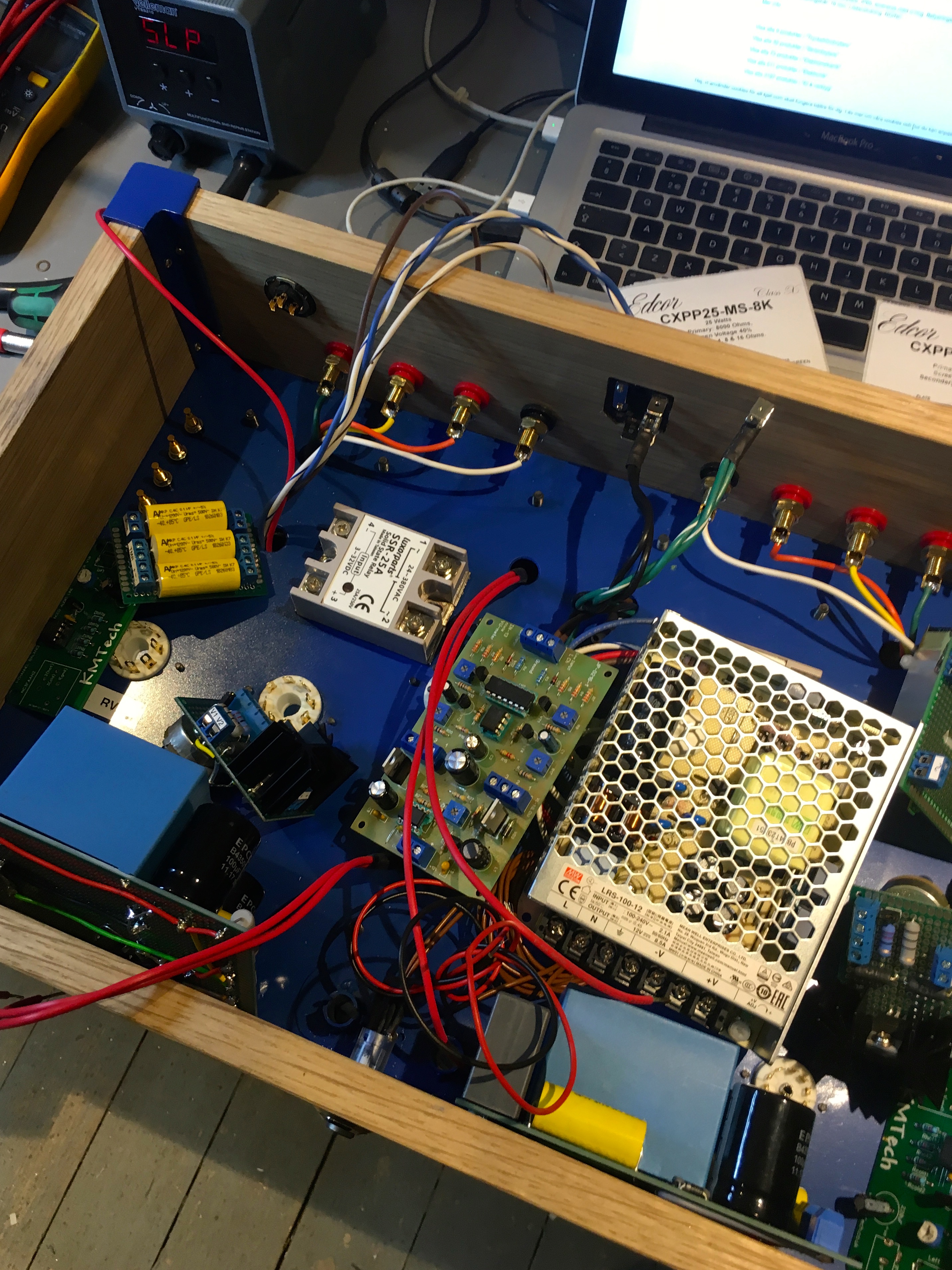 Var ska jag börja bland alla saker som gick fel idag? Det första som gick snett var att jag inte satt fast bakstycket ordentligt när jag skulle fräsa ut hålen för högtalarterminaler, ljudingångar och strömanslutning. Mitt i fräsarbetet såg jag hur arbetsstycket rubbades ur sin position! Som tur var kunde jag avbryta i tid. Detta medförde någon halvtimmes tapp i arbetet, då jag var tvungen att åter hitta nollpunkten och skriva om programmet så att fräsen fortsatte där den blev avbruten. Det andra bekymret som uppdagades var det begränsade utrymmet för alla kretskort och strömtransformatorer som ska få plats i kabinettet. Allt får plats, men det är lite bekymmer med att komma åt alla rörterminaler om det är en massa annat i vägen. Efter mycket knåpande tror jag att jag har en lösning som ska kunna fungera så att jag kan separera högspänning från ljudsignalerna. Jag antar att det är den här typen av problem som man köper sig fri ifrån om man köper ett kit eller en färdig förstärkare…men det är ju inte riktigt samma sak som att göra allt själv från grunden. En annan inte helt obetydlig detalj var att strömknappen jag köpt var momentan, vilket skulle innebära att jag antingen får stå och hålla fingret vid knappen, eller bygga en självhållande krets. Det första är helt uteslutet, och det andra skulle skapa ytterligare platsbekymmer. Nu fick jag tag på en växlande knapp som tur var, dock var naturligtvis diametern mycket mindre. Av de två alternativ jag hade valde jag att svarva en hållare i mässing framför att byta framstycke på förstärkaren. Trots alla missöden som kan få den mest envise att kasta in handduken känns det som att jag är på banan igen. Förmodligen kommer jag behöva designa och 3D-printa några hållare till kretskorten den kommande veckan. Det som var bra idag då? – Det blir skitbra ändå!
Var ska jag börja bland alla saker som gick fel idag? Det första som gick snett var att jag inte satt fast bakstycket ordentligt när jag skulle fräsa ut hålen för högtalarterminaler, ljudingångar och strömanslutning. Mitt i fräsarbetet såg jag hur arbetsstycket rubbades ur sin position! Som tur var kunde jag avbryta i tid. Detta medförde någon halvtimmes tapp i arbetet, då jag var tvungen att åter hitta nollpunkten och skriva om programmet så att fräsen fortsatte där den blev avbruten. Det andra bekymret som uppdagades var det begränsade utrymmet för alla kretskort och strömtransformatorer som ska få plats i kabinettet. Allt får plats, men det är lite bekymmer med att komma åt alla rörterminaler om det är en massa annat i vägen. Efter mycket knåpande tror jag att jag har en lösning som ska kunna fungera så att jag kan separera högspänning från ljudsignalerna. Jag antar att det är den här typen av problem som man köper sig fri ifrån om man köper ett kit eller en färdig förstärkare…men det är ju inte riktigt samma sak som att göra allt själv från grunden. En annan inte helt obetydlig detalj var att strömknappen jag köpt var momentan, vilket skulle innebära att jag antingen får stå och hålla fingret vid knappen, eller bygga en självhållande krets. Det första är helt uteslutet, och det andra skulle skapa ytterligare platsbekymmer. Nu fick jag tag på en växlande knapp som tur var, dock var naturligtvis diametern mycket mindre. Av de två alternativ jag hade valde jag att svarva en hållare i mässing framför att byta framstycke på förstärkaren. Trots alla missöden som kan få den mest envise att kasta in handduken känns det som att jag är på banan igen. Förmodligen kommer jag behöva designa och 3D-printa några hållare till kretskorten den kommande veckan. Det som var bra idag då? – Det blir skitbra ändå!
Logo


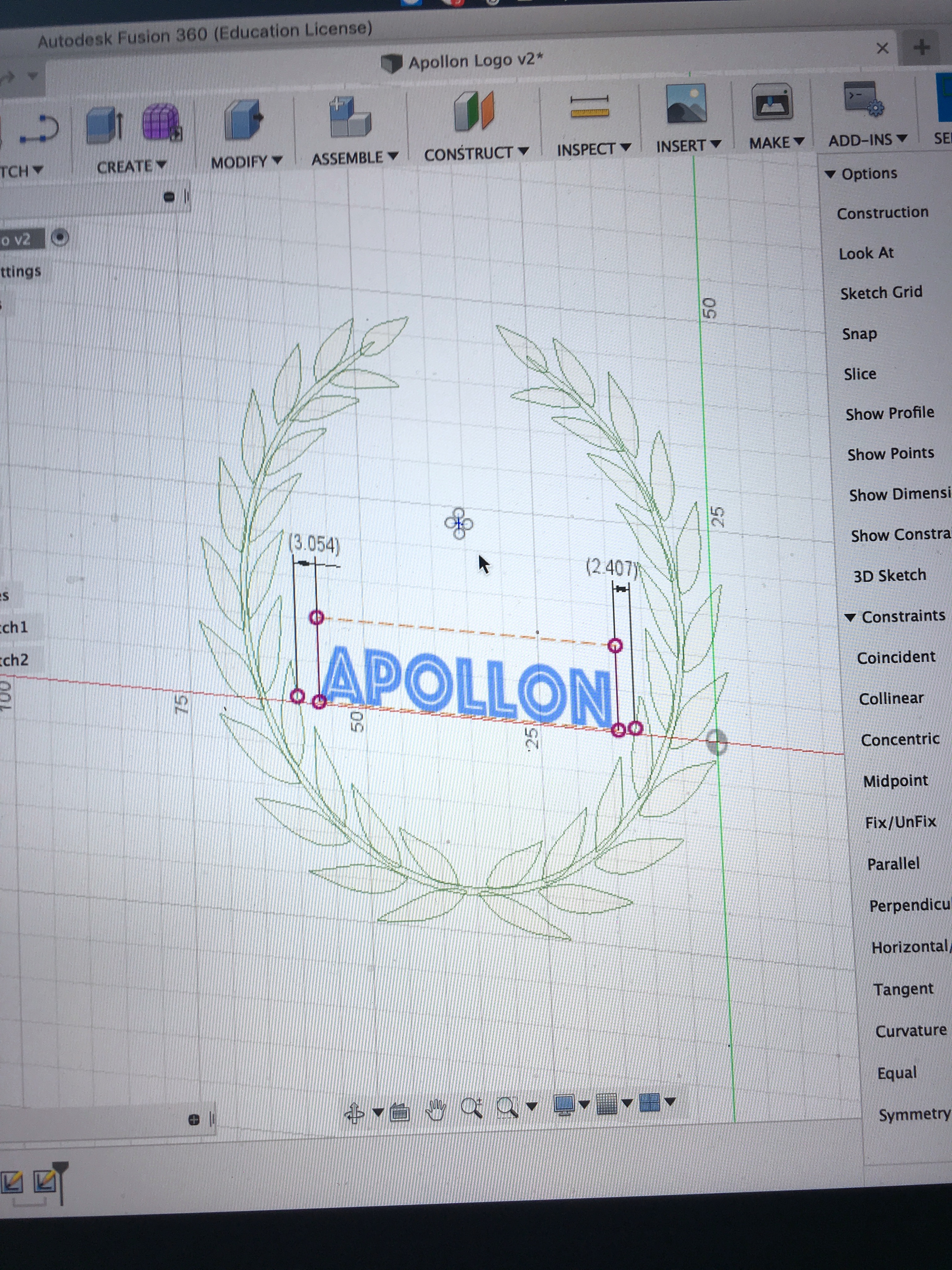
 I väntan på fler komponenter fördriver jag lite tid framför datorn och försöker skapa en logotyp till förstärkaren som ska pryda framstycket tillsammans med strömknappen. Jag är lite kluven till om jag ska välja lyran eller lagerkransen som båda kännetecknar Apollon, men där lyran kanske mer anspelar på musik än vad lagerkransen gör. Å andra sidan känns lagerkransen lite elegantare. Jag ska nog fundera lite innan jag bestämmer mig. Kanske jag frågar runt bland vänner och familj också – det blir ändå i slutänden som jag vill. Jag gjorde lite tester med CNC-lasern för att se hur det kommer bli i verkligheten – det kommer nog bli riktigt bra när det blir klart. Nu blir det några dagars paus i byggandet, och fortsättning sker tidigast till helgen.
I väntan på fler komponenter fördriver jag lite tid framför datorn och försöker skapa en logotyp till förstärkaren som ska pryda framstycket tillsammans med strömknappen. Jag är lite kluven till om jag ska välja lyran eller lagerkransen som båda kännetecknar Apollon, men där lyran kanske mer anspelar på musik än vad lagerkransen gör. Å andra sidan känns lagerkransen lite elegantare. Jag ska nog fundera lite innan jag bestämmer mig. Kanske jag frågar runt bland vänner och familj också – det blir ändå i slutänden som jag vill. Jag gjorde lite tester med CNC-lasern för att se hur det kommer bli i verkligheten – det kommer nog bli riktigt bra när det blir klart. Nu blir det några dagars paus i byggandet, och fortsättning sker tidigast till helgen.
Ändlägesgivare, G-koder och postprocessering


 Denna veckas lediga tid. har mer eller mindre gått åt till att förbättra och lära mig använda CNC-Lasern. Nu har jag monterat på optiska ändlägesgivare för X,Y och Z. På så sätt kan man få maskinen att alltid återvända till exakt samma utgångsposition. Det kan vara bra om man vill att lasern ska börja bränna där man tänkt sig. Jag skrev ut en basplatta till styrenheten i plast, så nu sitter den fastskruvad itsället för att vara löst hängande. Det återstår nog bara att måla själva ställningen, innan jag kan känna mig helt klar. Jag har förvisso ett till litet bekymmer, och det är att anordningen, som håller i laser, glappar lite. Detta var ingenting som jag märkte tidigare när jag hade den stora frässpindeln, som vägde lite mer. Jag kan lösa det genom att byta ut några kullager mot en millimeter större lager. Det är beställt, och kommer nog i nästa vecka. Jag har ägnat ganska mycket tid till att förstå mig på hur CAM-modulen fungerar, och hur jag skapar G-kod från en ritning. G-koderna tala om för maskinen vart laserhuvudet ska gå, och om lasern ska vara på eller av, så det är ganska viktigt att G-koden stämmer med vad man vill göra. Det styrprogram jag använder hade ingen färdig postprocessor till CAM-programmet jag använder, så jag har fått skriva om en närbesläktad så att den passar mina syften, med allt vad det innebär i att tolka, läsa, koda och felsöka. Nu kan jag äntligen ta en måttsatt ritning, skapa G-kod som jag laddar upp i maskeinen, och sedan skära ut med exakta mått, vilket är en förutsättning ifall man ska kunna göra lite roligare sker. Jag har gjort några försök i olika material och olika intensitet på laserstrålen, för att bilda mig en uppfattning om vad jag kan skära och etsa. Vissa material ska man hålla sig borta ifrån. Exempelvis ska man undvika vissa plaster och brandfarliga material.
Denna veckas lediga tid. har mer eller mindre gått åt till att förbättra och lära mig använda CNC-Lasern. Nu har jag monterat på optiska ändlägesgivare för X,Y och Z. På så sätt kan man få maskinen att alltid återvända till exakt samma utgångsposition. Det kan vara bra om man vill att lasern ska börja bränna där man tänkt sig. Jag skrev ut en basplatta till styrenheten i plast, så nu sitter den fastskruvad itsället för att vara löst hängande. Det återstår nog bara att måla själva ställningen, innan jag kan känna mig helt klar. Jag har förvisso ett till litet bekymmer, och det är att anordningen, som håller i laser, glappar lite. Detta var ingenting som jag märkte tidigare när jag hade den stora frässpindeln, som vägde lite mer. Jag kan lösa det genom att byta ut några kullager mot en millimeter större lager. Det är beställt, och kommer nog i nästa vecka. Jag har ägnat ganska mycket tid till att förstå mig på hur CAM-modulen fungerar, och hur jag skapar G-kod från en ritning. G-koderna tala om för maskinen vart laserhuvudet ska gå, och om lasern ska vara på eller av, så det är ganska viktigt att G-koden stämmer med vad man vill göra. Det styrprogram jag använder hade ingen färdig postprocessor till CAM-programmet jag använder, så jag har fått skriva om en närbesläktad så att den passar mina syften, med allt vad det innebär i att tolka, läsa, koda och felsöka. Nu kan jag äntligen ta en måttsatt ritning, skapa G-kod som jag laddar upp i maskeinen, och sedan skära ut med exakta mått, vilket är en förutsättning ifall man ska kunna göra lite roligare sker. Jag har gjort några försök i olika material och olika intensitet på laserstrålen, för att bilda mig en uppfattning om vad jag kan skära och etsa. Vissa material ska man hålla sig borta ifrån. Exempelvis ska man undvika vissa plaster och brandfarliga material.
CNC, Laser och Ordning





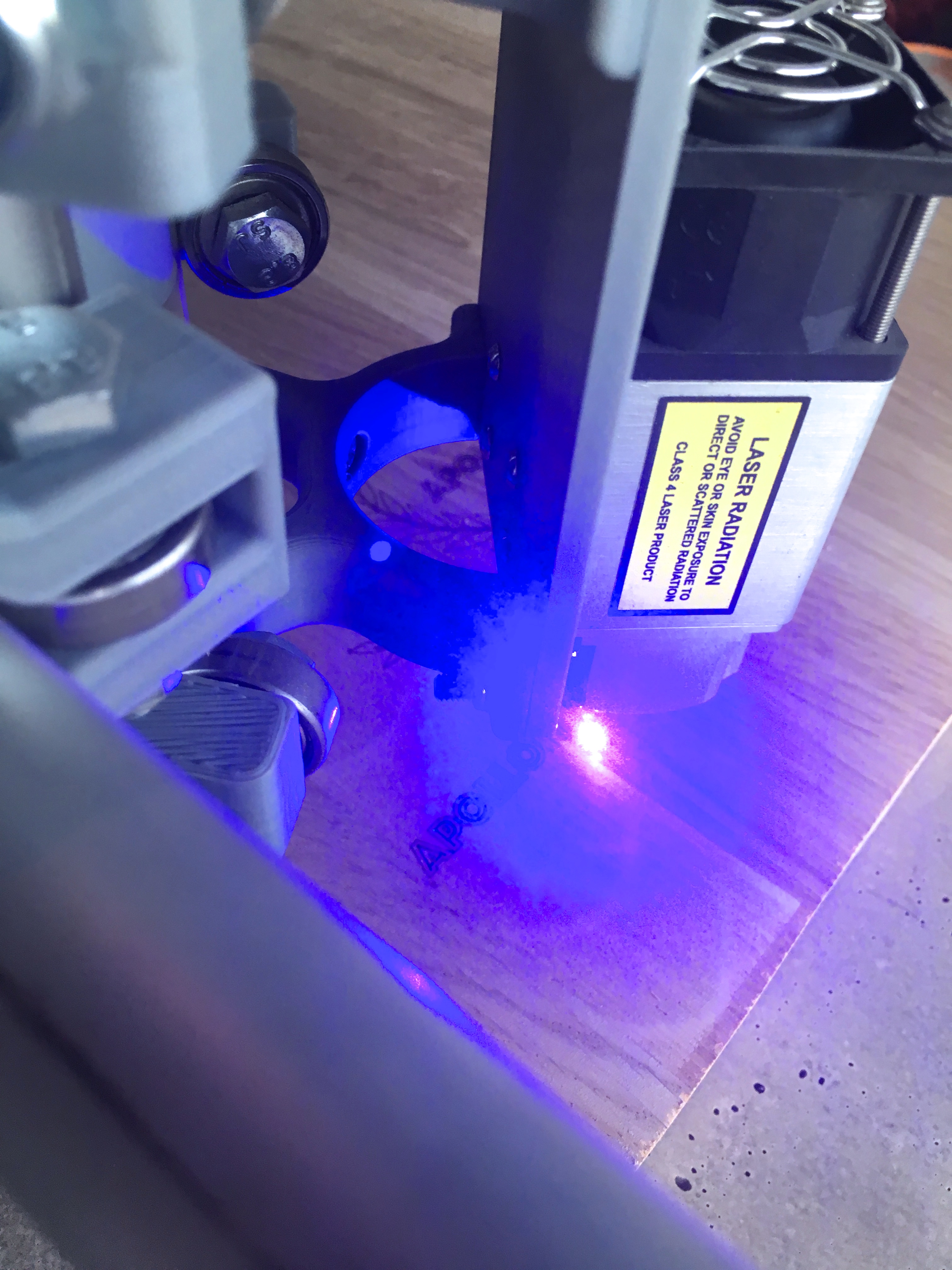
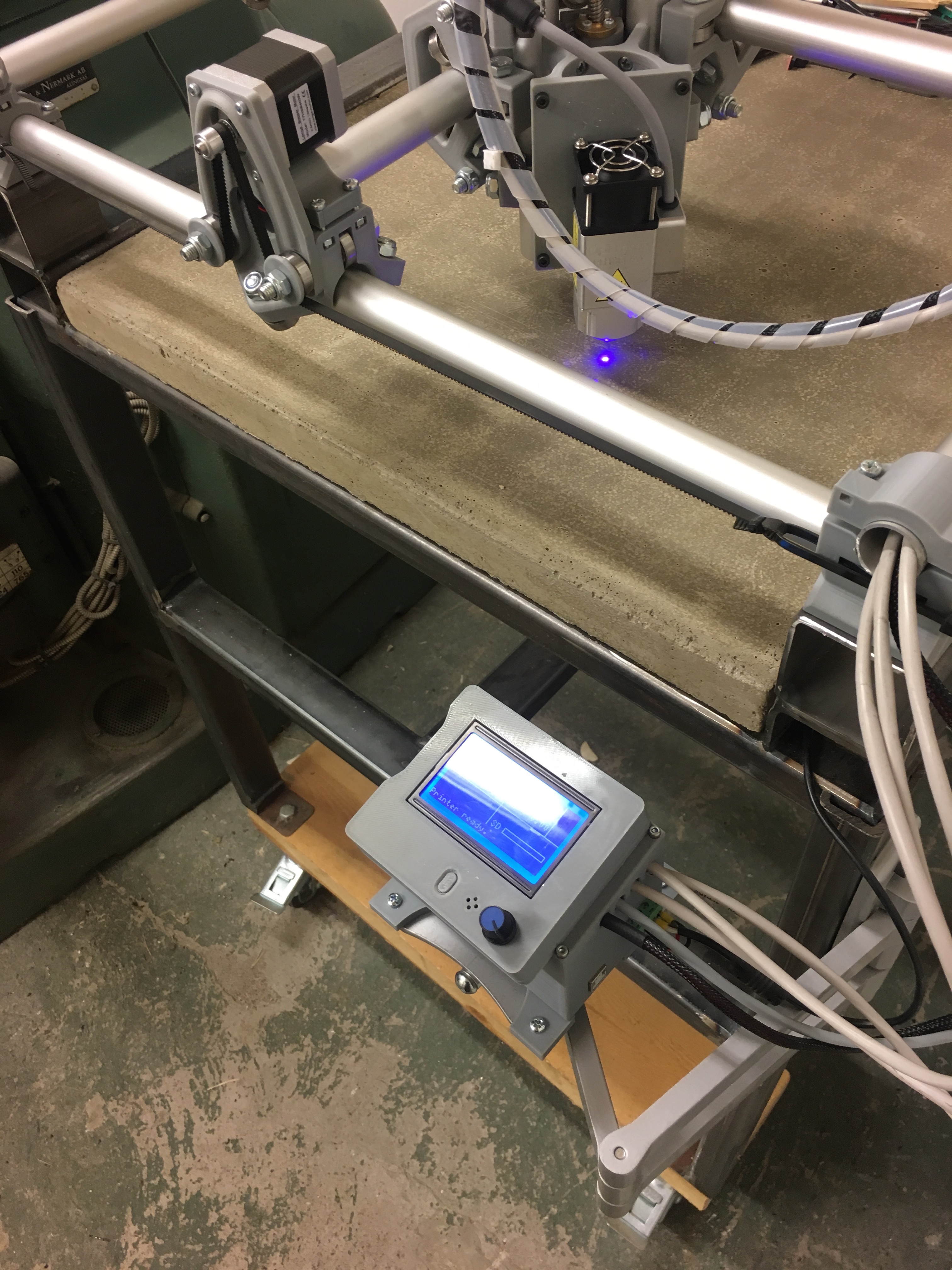
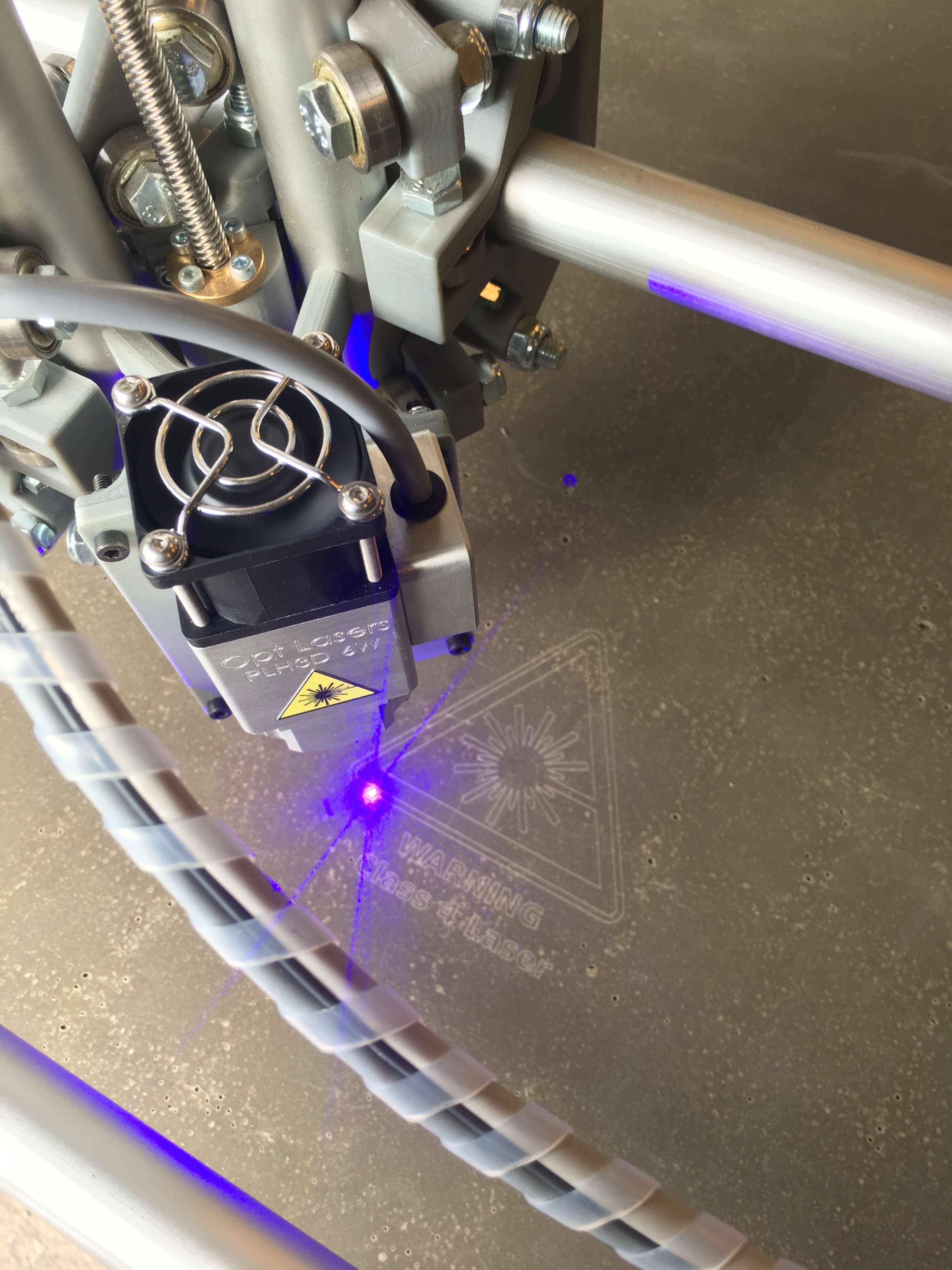 Den senaste tiden har präglats en hel del av karossmåleri och att få ordning uppe i HQ, som snabbt ska kunna anvädas till många olika saker utan att allt ligger framme, samtidigt som det ska vara lätt att jobba när man håller på. Färgflaskorna och alla airbrush-sprutor har tagit upp större delen av arbetsytan fram till att jag printade ut några enkla hyllor och fästen för att de skulle ha en trygg och bra förvaring. Jag har också tagit upp bygget av den nya CNC-fräsen, även om det går lite trögt. I fredags bestämde jag mig för att gjuta en skiva till befintlig CNC-maskin, som numera är utrustad med ett laserhuvud. Man lyckas ta fram en hel del verktyg och pinaler bara för att gjuta en skiva. Jag tänkte att det kan vara bra om underlaget är plant och inte så lättantändligt. Under lördagen tillbringade jag större delen av dagen till att skriva ut nya fästen till laserhuvudet, och omprogrammering av mjukvaran till styrningen. Jag fick inte riktigt till det från början, då laserstrålen inte lydde kommandona. Efter att jag lyckats bränna in en enkel kvadrat i en planka var det dax att börja titta på hur jag ska få över material från datorn till CNC-maskinen. Jag hittade en fri programvara som med ett tillägg kunde generera G-koder som jag sedan kan föra över och etsa, bränna eller skära i olika material. Idag har jag ägnat mig åt att försöka styra intensiteten på lasern med pulsmodulering för att kunna etsa känsligare material. 100% på trä blir lite för bränt – det räcker gott och väl med 10%-25%, beroende på hur pass “välgräddat” man vill ha det. Som avslutning roade jag mig med att etsa in en varningstext med tillhörande lasersymbol i betongskivan. Att titta in i laserstrålen är i klass med att titta in i en svetslåga, så det gäller att ha skyddsglasögonen på sig när man arbetar.
Den senaste tiden har präglats en hel del av karossmåleri och att få ordning uppe i HQ, som snabbt ska kunna anvädas till många olika saker utan att allt ligger framme, samtidigt som det ska vara lätt att jobba när man håller på. Färgflaskorna och alla airbrush-sprutor har tagit upp större delen av arbetsytan fram till att jag printade ut några enkla hyllor och fästen för att de skulle ha en trygg och bra förvaring. Jag har också tagit upp bygget av den nya CNC-fräsen, även om det går lite trögt. I fredags bestämde jag mig för att gjuta en skiva till befintlig CNC-maskin, som numera är utrustad med ett laserhuvud. Man lyckas ta fram en hel del verktyg och pinaler bara för att gjuta en skiva. Jag tänkte att det kan vara bra om underlaget är plant och inte så lättantändligt. Under lördagen tillbringade jag större delen av dagen till att skriva ut nya fästen till laserhuvudet, och omprogrammering av mjukvaran till styrningen. Jag fick inte riktigt till det från början, då laserstrålen inte lydde kommandona. Efter att jag lyckats bränna in en enkel kvadrat i en planka var det dax att börja titta på hur jag ska få över material från datorn till CNC-maskinen. Jag hittade en fri programvara som med ett tillägg kunde generera G-koder som jag sedan kan föra över och etsa, bränna eller skära i olika material. Idag har jag ägnat mig åt att försöka styra intensiteten på lasern med pulsmodulering för att kunna etsa känsligare material. 100% på trä blir lite för bränt – det räcker gott och väl med 10%-25%, beroende på hur pass “välgräddat” man vill ha det. Som avslutning roade jag mig med att etsa in en varningstext med tillhörande lasersymbol i betongskivan. Att titta in i laserstrålen är i klass med att titta in i en svetslåga, så det gäller att ha skyddsglasögonen på sig när man arbetar.